キズの無いFR曲げ
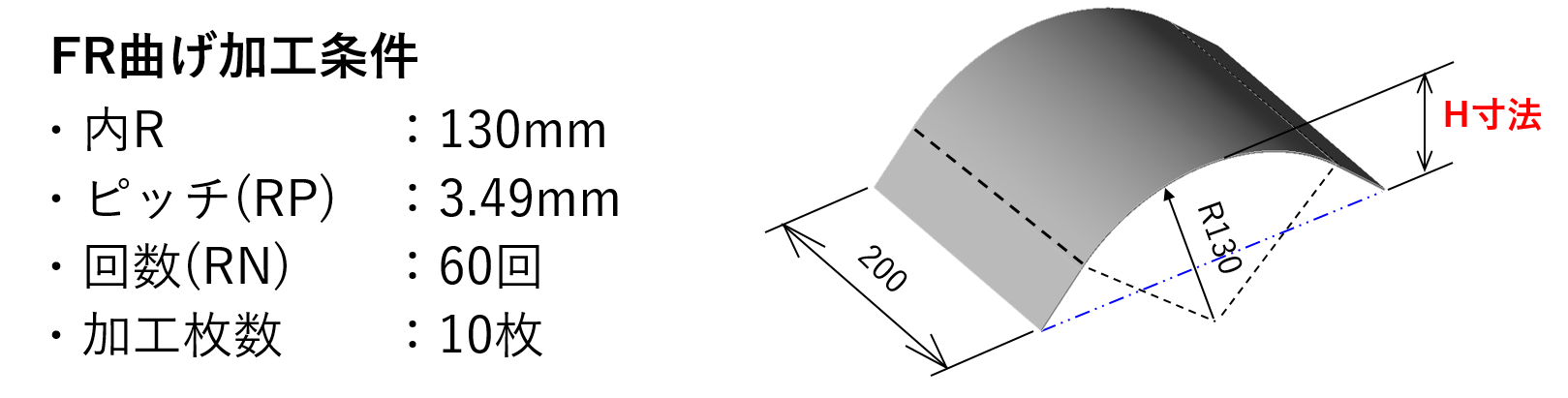
大きなR形状をFR曲げすると、送りピッチ分の曲げキズが付いてしまいます。
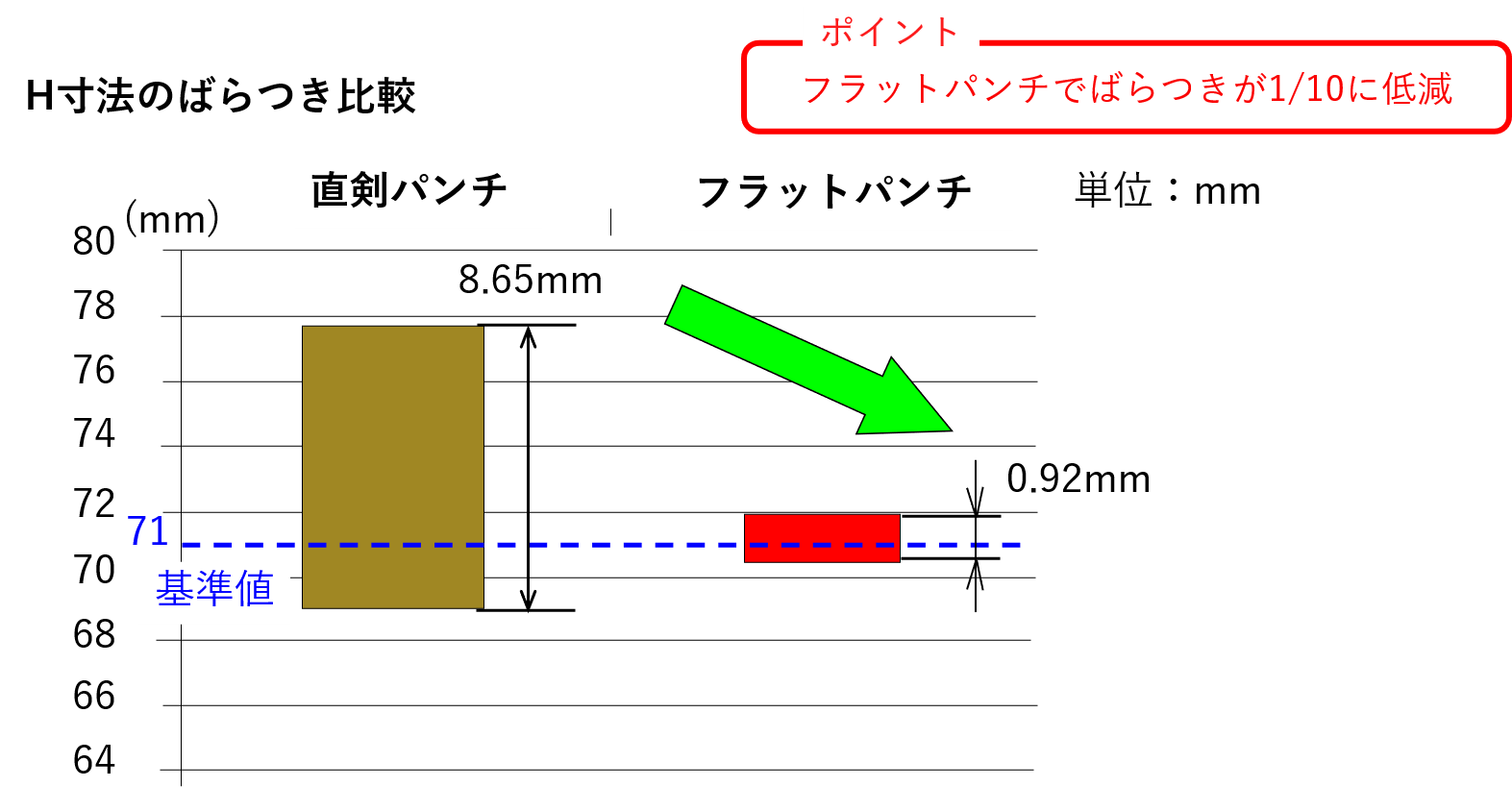
また、曲げ回数が多いので曲げ精度のばらつきが発生しやすく精度が安定しません。
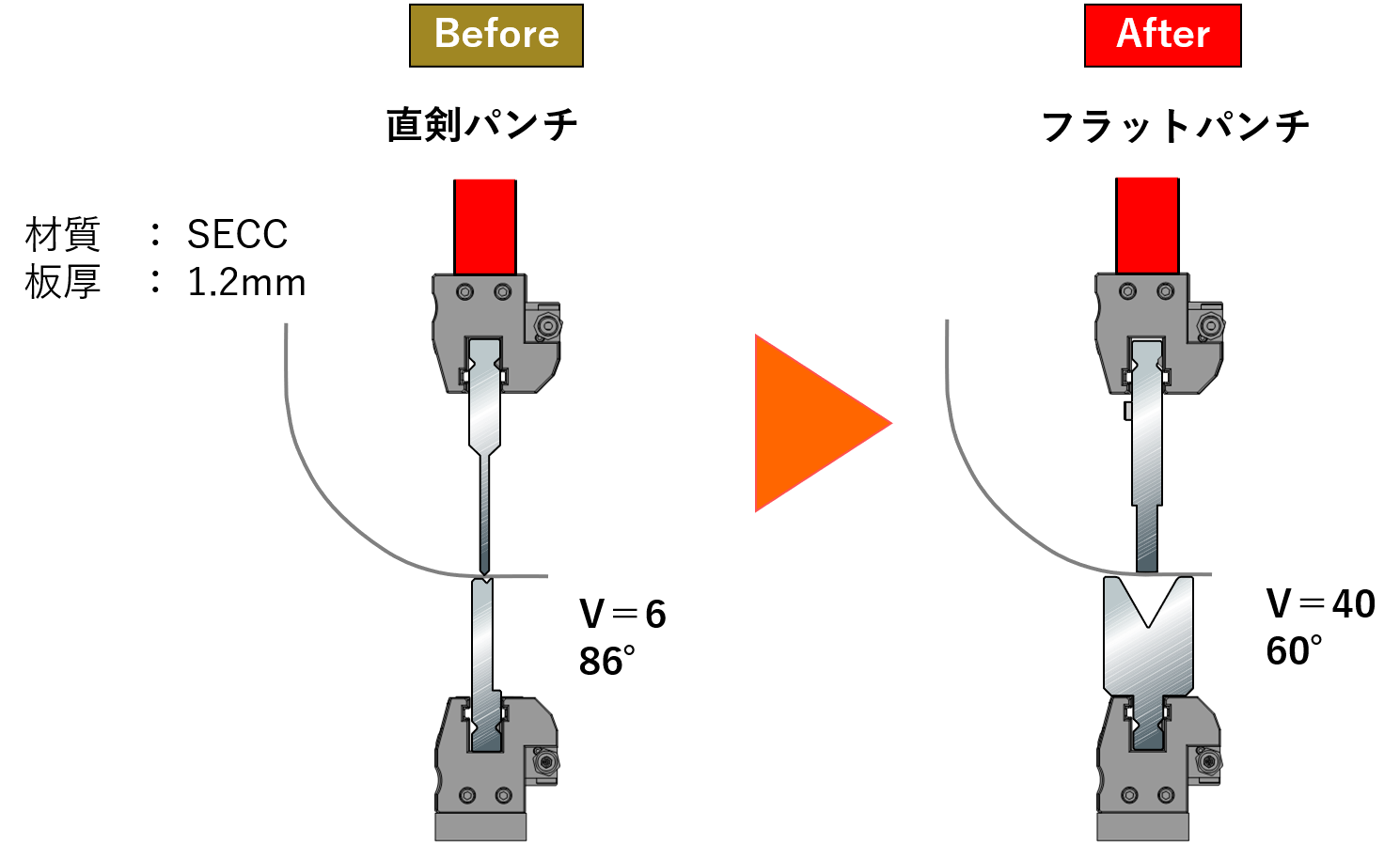
製品事例 : 炉・燃焼機器 材質 : SECC 板厚 : 1.2mm

課題


FR曲げはキズが付きやすく、精度が安定しない
・送りピッチ分の曲げキズが付く。
・曲げ角度精度が安定しない。

解決策
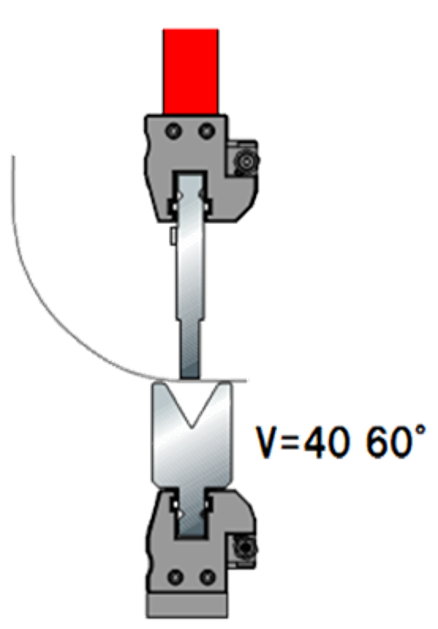
フラットなパンチとV幅の大きなダイでFR曲げ
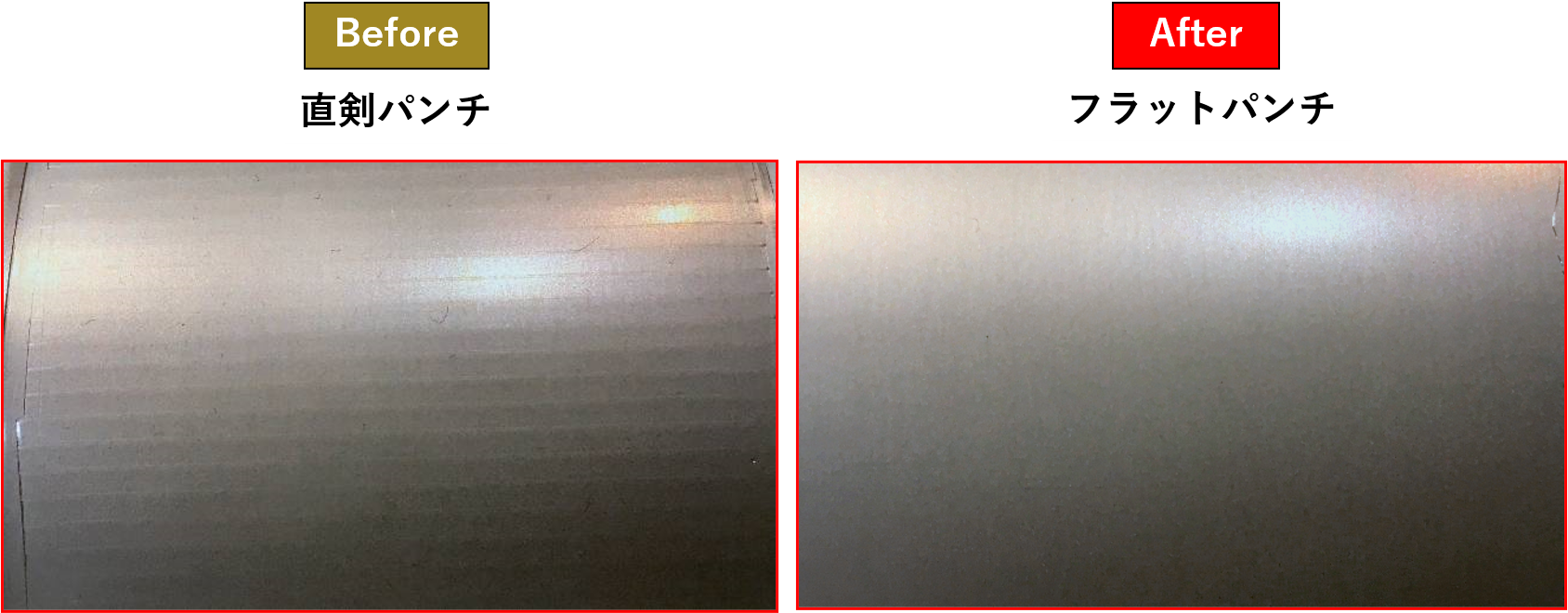
先端がフラットなパンチでFR曲げを行うと、パンチ先端での曲げキズが低減します。
また、広いV幅により曲げ角度のばらつきが減少し安定した加工が可能になります。
フラットパンチでFR曲げ加工の動画

効果
曲げキズの比較
曲げばらつき比較
ご提案ソリューション