形鋼フレームを板金化
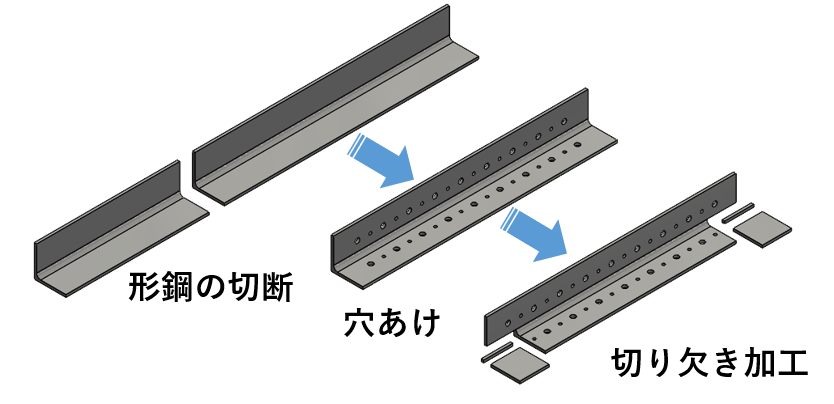
筐体のフレームは形鋼を使用し製作するのが一般的です。形鋼フレームの製造工程は、切断、穴あけ、切り欠き加工後に組み付け、溶接加工の流れになります。
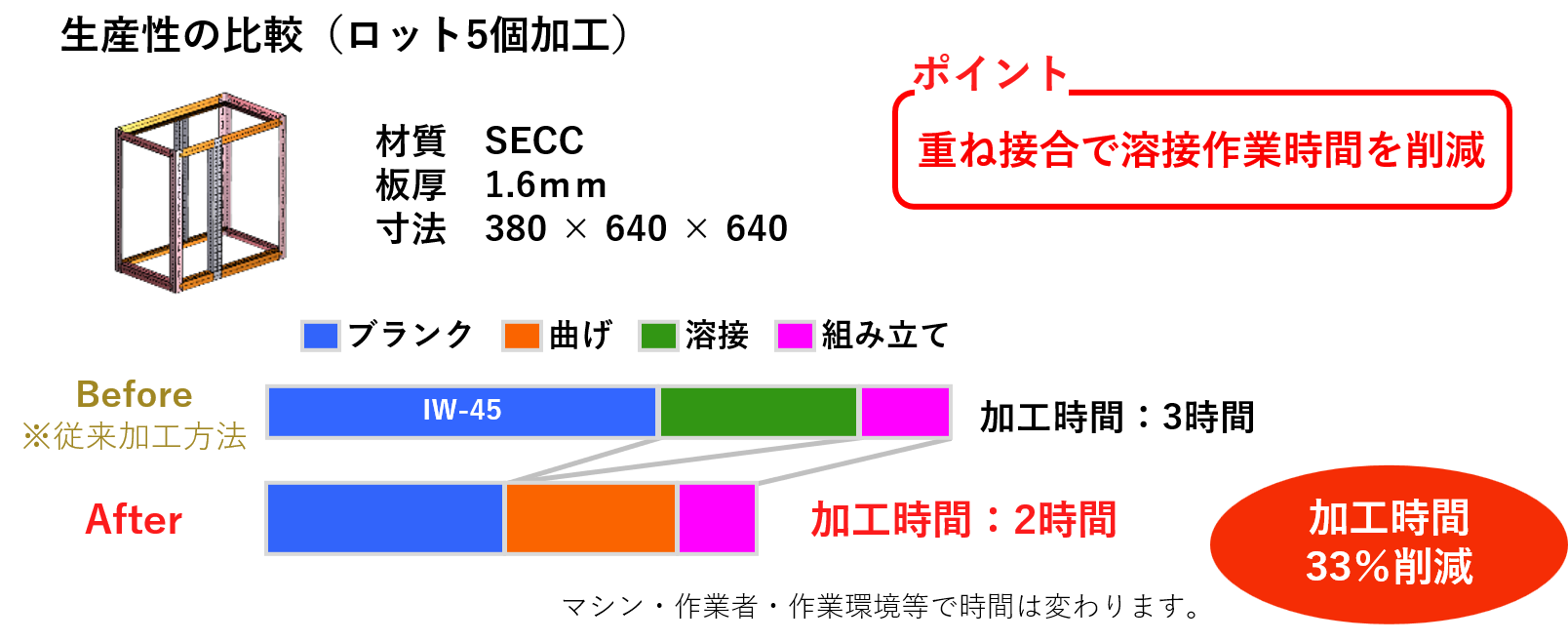
製品事例 : キュービクル 材質 : SECC 板厚 : 1.6mm

課題


形鋼の加工は大変
・ 形鋼は重く、切断、穴あけ、切り欠き作業が重労働になる。
・ 形鋼は精度のバラツキが大きく組立作業に時間がかかる。
・ 組み立て、溶接時に治具を使うため、手間がかかる。
・ 溶接後のひずみ取りは熟練の技術が必要となる。
解決策
形鋼から板金加工に変更してスキルレスの製作
筐体フレームを板金加工で簡単に製作する提案をします。
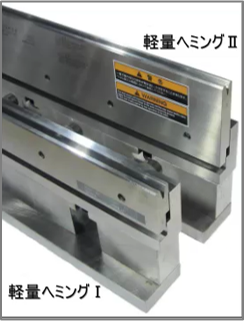
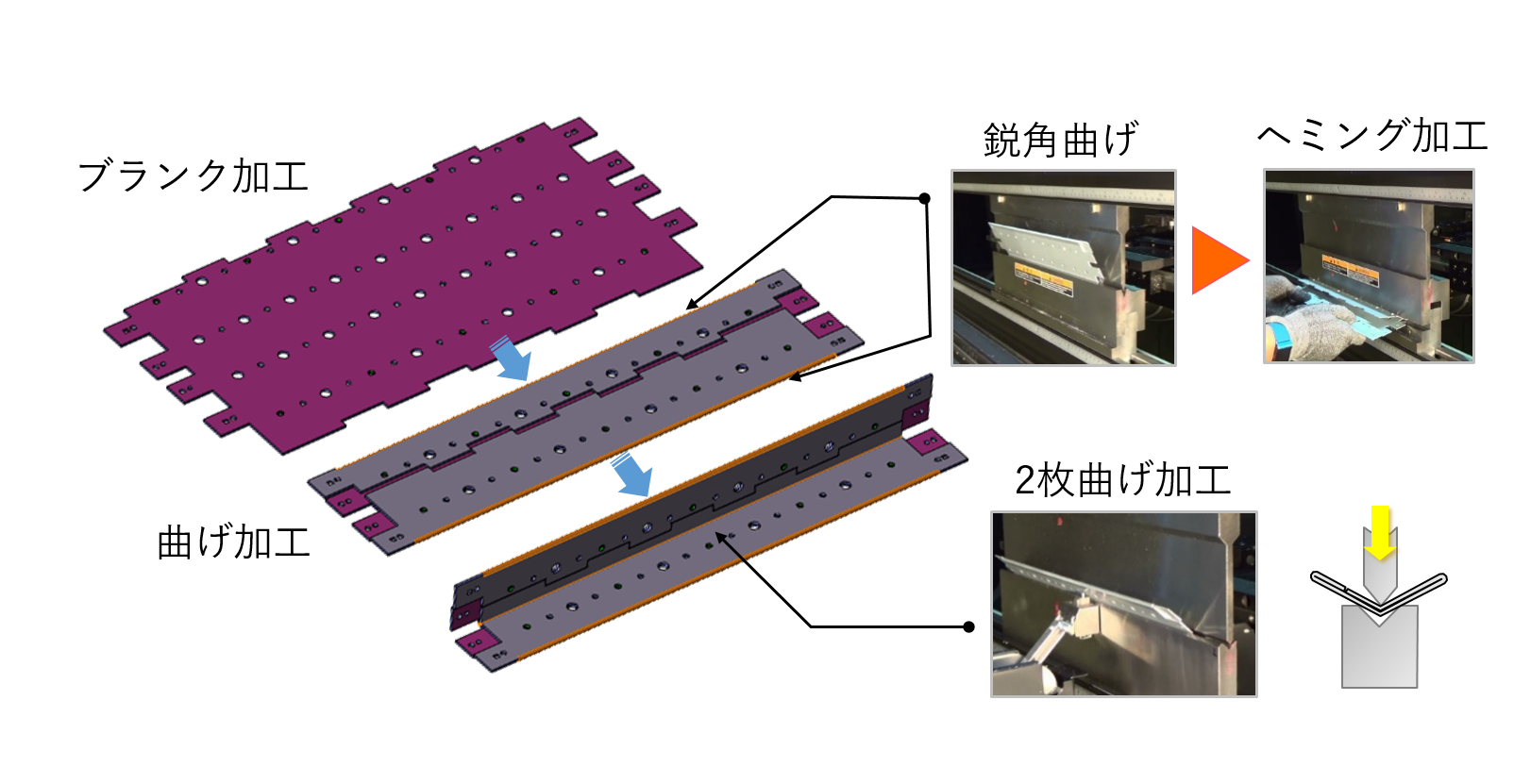
形鋼の代わりに 平板をパンチングマシンで穴あけ、切り欠き加工した後、ベンディングマシンでヘミング加工を行うことで強度を出します。
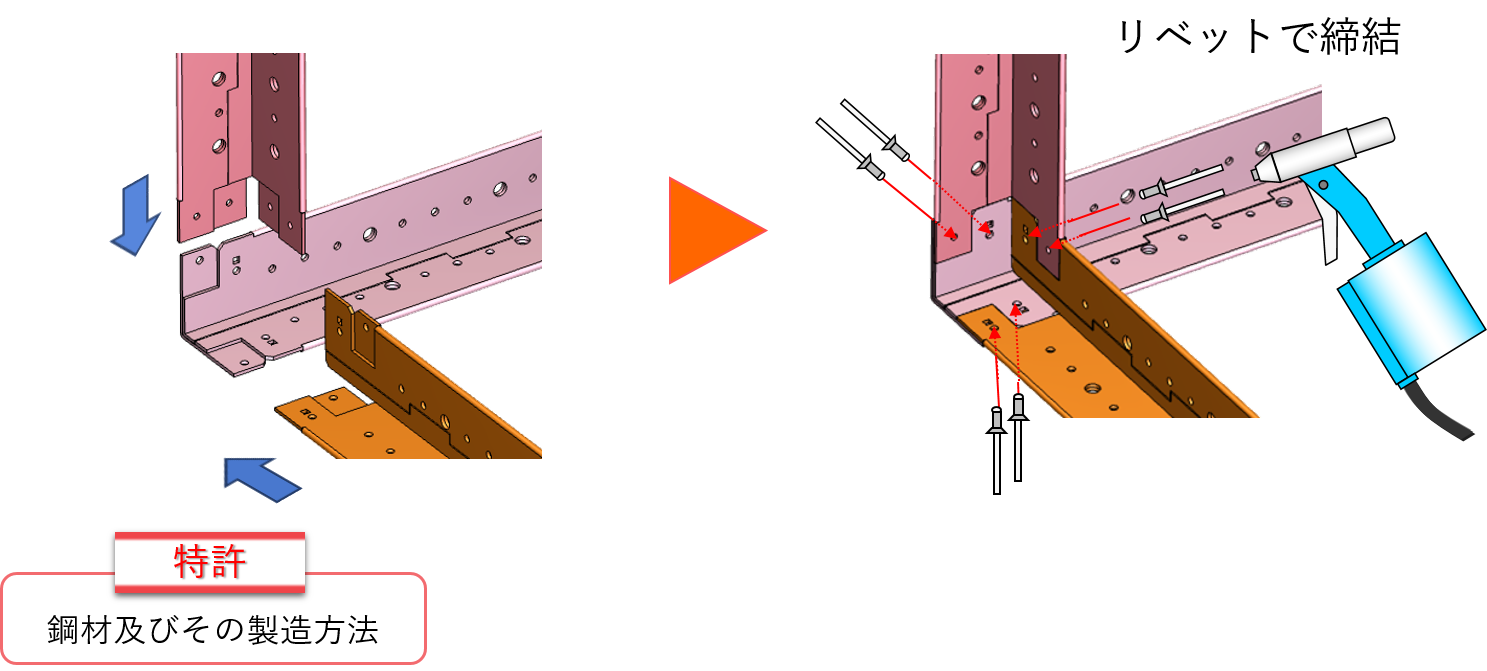
板金加工で組み立てを簡易化する「重ね接合」*を取り入れることができ、高精度な加工が可能になります。
*「重ね接合」:ヘミング部の板厚段差を利用して差し込み接合させる工法です。
「2枚曲げ加工」による板金フレーム
1.パンチングマシンで展開形状を加工します。
2.ベンディングマシンでヘミング加工後、2枚曲げして形鋼形状を製作します。
3.「重ね接合」によって、治具レス溶接レスで組み立てができます。
さらに、スキルレスで誰でも組み立てを行うことが可能になります。
2枚曲げ加工の動画

重ね接合の動画

効果
ご提案ソリューション