ヘミング部をR曲げ
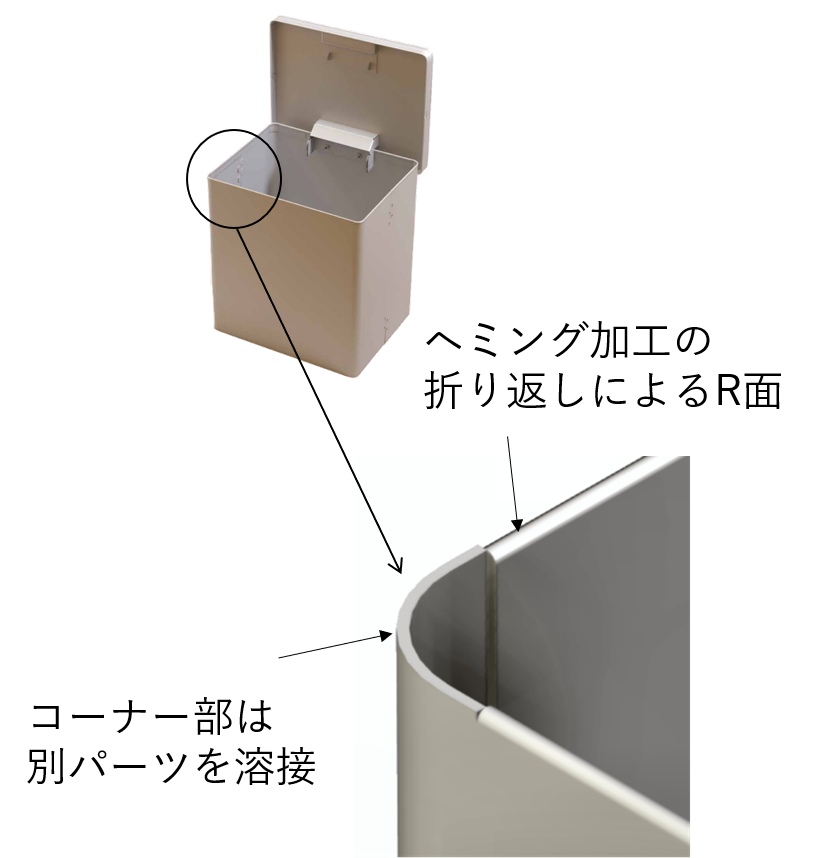
ボックス上面の端面は使う人の手が触れるため、怪我防止の目的でR面にすることが求められます。
端面をR面にするためにヘミング加工と呼ばれる折り返し加工が行われますが、
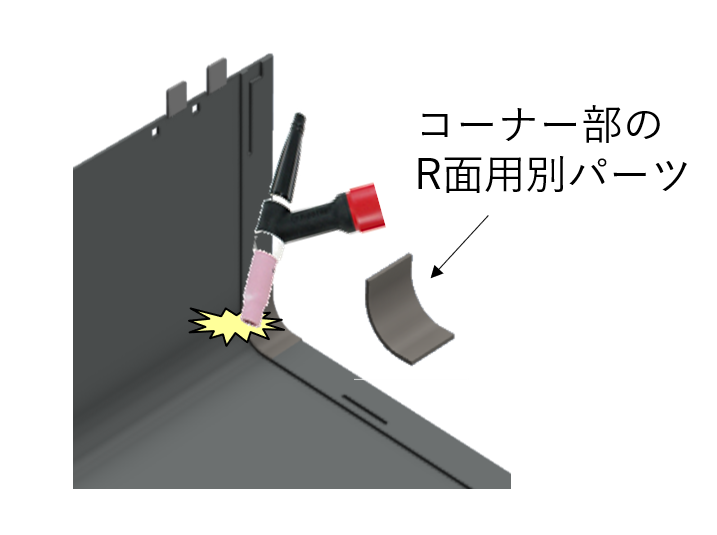
ヘミング加工後にボックスコーナー部の曲げ加工をすることができません。
製品事例 : バッテリーボックス 材質 : SECC 板厚 : 1.0mm
課題


溶接は仕上げ作業が大変
・溶接個所の仕上げ作業と溶接ひずみの修正が必要。
・溶接と仕上げのスキルを持った熟練作業者が必要。
解決策
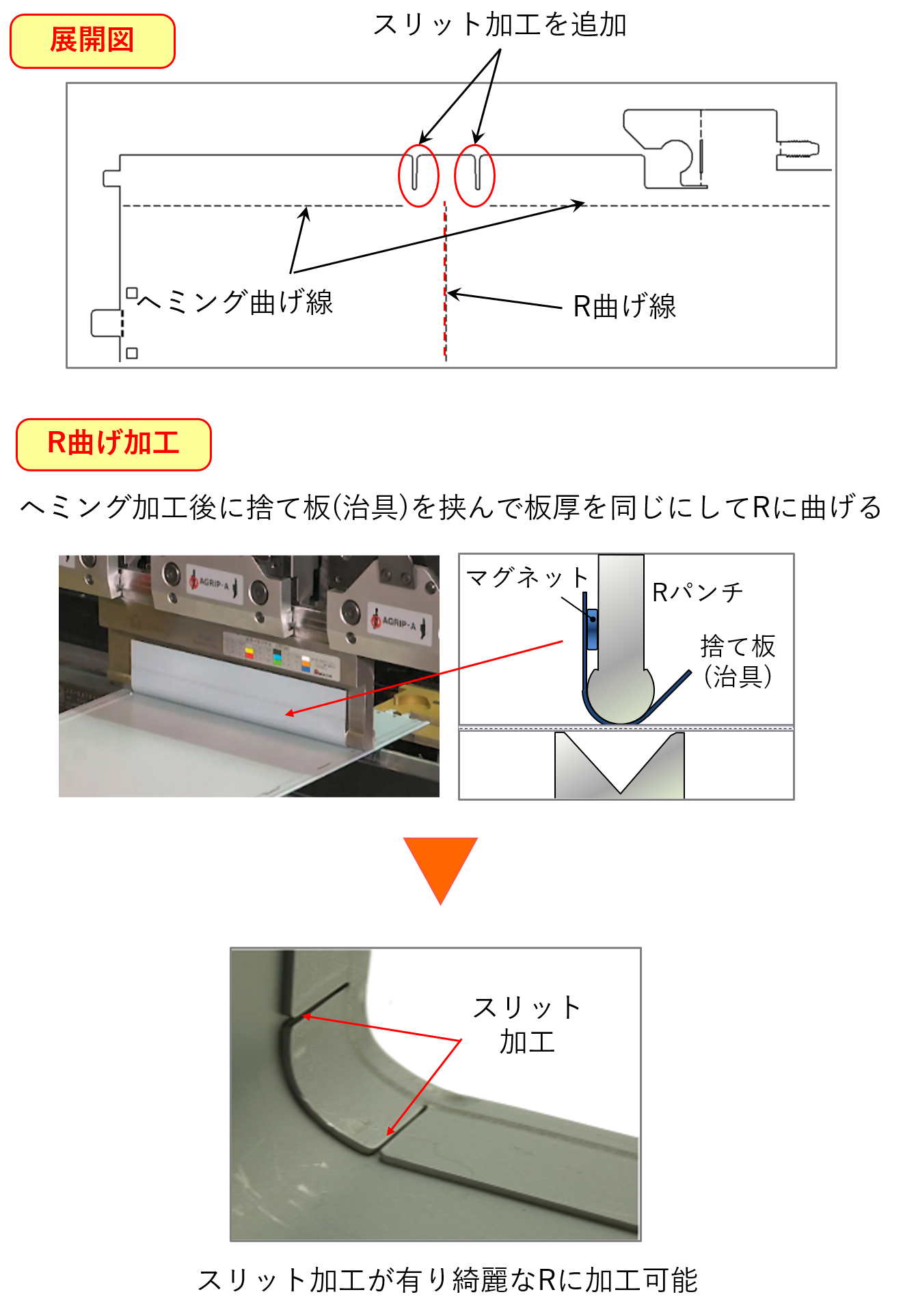
スリットの活用でヘミング加工後に綺麗なR曲げ加工
ヘミング加工部を普通にR曲げすると変形が発生します。
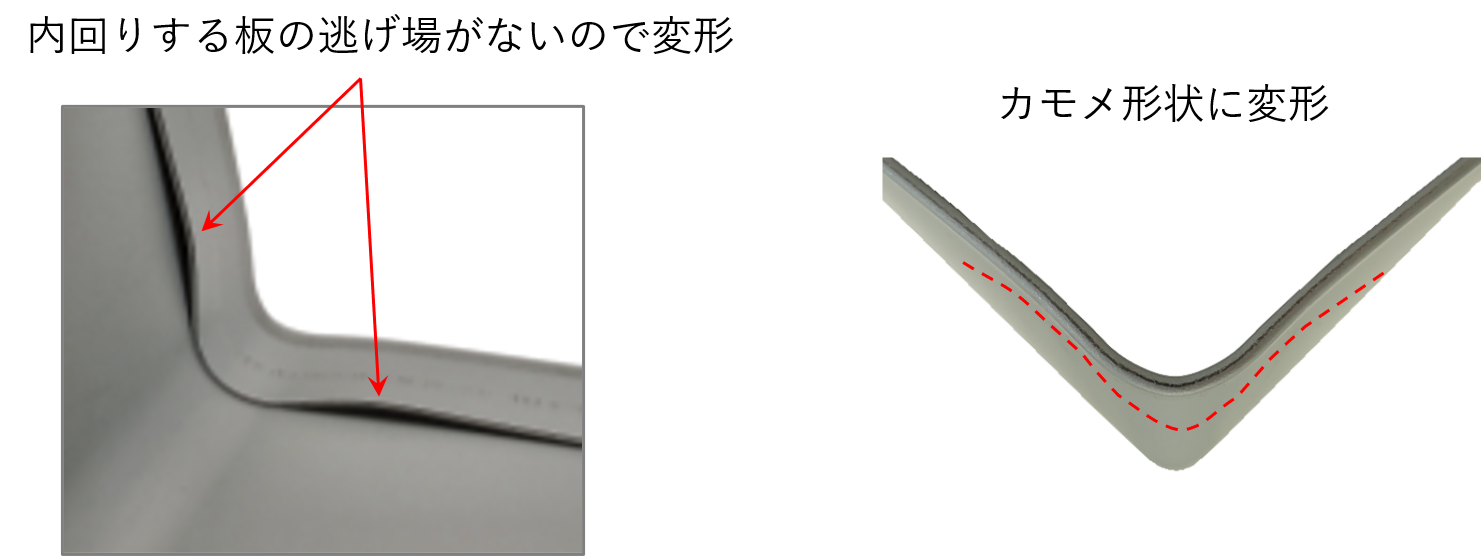
変形防止の対策としてR曲げ部の始めと終わりにスリット加工を入れることで綺麗なR曲げ加工ができます。
ヘミングでの板厚段差はパンチ側に捨て板(治具)を挟んで板厚を同じにしてR曲げ加工します。
ヘミング加工部を奇麗にR曲げ加工する方法
ヘミング加工後にR曲げ加工の動画

ご提案ソリューション
