第18回 [最終回] その他の記号
第6章
第6章 その他の記号
この章では表題欄に記載される「材料記号」、および図面における「溶接記号」について紹介します。
1. 材料記号
主に使用される材料記号と表記例は以下の通りです。
| 区 分 | 名 称 | 記 号 | |
|---|---|---|---|
| 鉄鋼 | 一般構造用圧延鋼板 | SS | |
| 熱間圧延軟鋼板 | SPHC、SPHD、SPHE | ||
| 冷間圧延鋼板 | SPCCSPCDSPCE | ||
| ブリキ | SPTESPTH | ||
| 溶融亜鉛めっき鋼板 | SGCCSGHC | ||
| 電気亜鉛めっき鋼板 | SECCSEHC | ||
| 熱間圧延ステンレス鋼板 | SUS-HP | ||
| 冷間圧延ステンレス鋼板 | SUS-CP | ||
| 非鉄 | 銅および銅合金の板 | CXXXXP | |
| 例えば、黄銅板(3種)の場合 | C2801P | ||
| 例えば、タフピッチ銅板の場合 | C1100P | ||
| アルミニウムおよびアルミニウム合金の板 | AXXXXP | ||
| 例えば、合金番号5052の合金の場合 | A5052P | ||
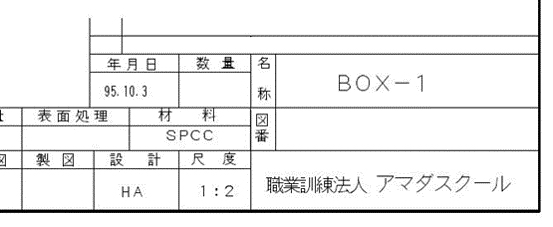
表題欄への記入例を以下に記します。
2. 溶接記号
主に使用される溶接記号は以下の通りです。
1) 溶接記号と種類
| 溶接部の形状 | 記号 | 記入法 | 形状 | 両側形状記号 | 備考 |
|---|---|---|---|---|---|
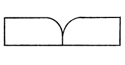
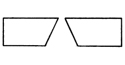
| 両フランジ形 |  |
 |
 |
||
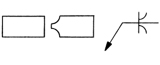
| 片フランジ形 |  |
 |
 |
||
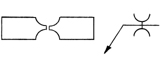
| I形 |  |
 |
 |
 |
アプセット溶接、フラッシュ溶接、摩耗溶接などを含む |
| V形 両面V形(X形) |
 |
 |
 |
 |
X形は説明線の基線に対称にこの記号を記載する。アプセット溶接、摩耗溶接などを含む |
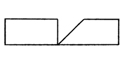
| レ形 両面レ形(K形) |
 |
 |
 |
 |
K形は基線に対称にこの記号を記載する。記号のたての線は、左側に書く |
| J形 両面J形 |
 |
 |
 |
 |
両面J形は基線に対称にこの記号を記載する。記号のたての線は左側に書く |
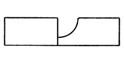
| U形 両面U形(H形) |
 |
 |
 |
 |
H形は基線に対称にこの記号を記載する |
| フレアV形 フレアX形 |
 |
 |
 |
 |
フレアX形は基線に対称にこの記号を記載する |
| フレアレ形 フレアK形 |
 |
 |
 |
 |
フレアK形は基線に対称にこの記号を記載する。記号のたての線は左側に書く |
| すみ肉 |  |
 |
 |
 |
並列溶接の場合は基線に対称にこの記号を記載する 千鳥溶接は右の記号を用いても良い
|
| ビード肉盛 |  |
 |
 |
肉盛溶接の場合は、この記号二つ並べて記載する | |
| プラグ スロット |
 |
 |
 |
||
| スポット プロジェックション |
 |
 |
重ね継手の抵抗溶接、アーク溶接等による溶接部を表す右の記号を用いても良い
|
2) 補助記号
| 区 分 | 名 称 | 補助記号 | 備 考 |
|---|---|---|---|
| 溶接部の表面形状 | 平ら仕上げ |  |
|
| 凸型仕上げ |  |
基準の外に向かってとつとする | |
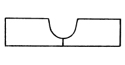
| へこみ仕上げ |  |
基準の外に向かってへこみとする | |
| 溶接部の仕上方法 | チッピング | C | |
| グラインダ | G | ||
| 切削 | M | 機械仕上げの場合 | |
| 研磨 | P | ||
| 施工方法 | 現場溶接 |  |
|
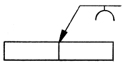
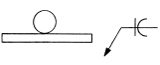
| 全周溶接 |  |
全周溶接が明らかな時は省略しても良い |
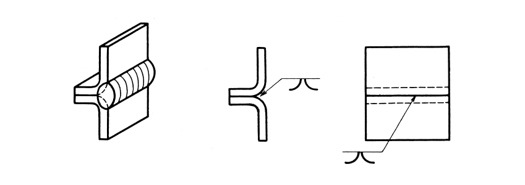
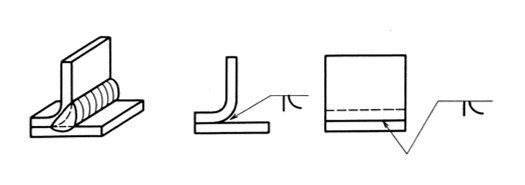
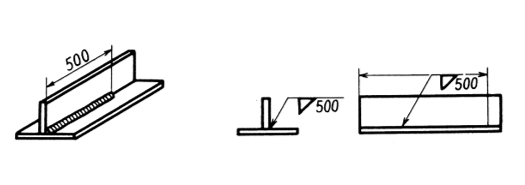
3) 溶接記号の記入方法
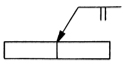
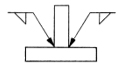
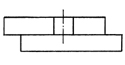
(a) 溶接する側が矢の側
又は手前側のとき
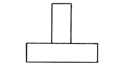
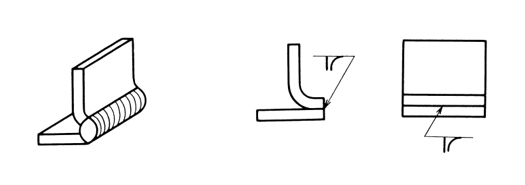
(b) 溶接する側が矢の反対側
又は向こう側のとき
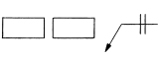
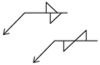
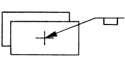
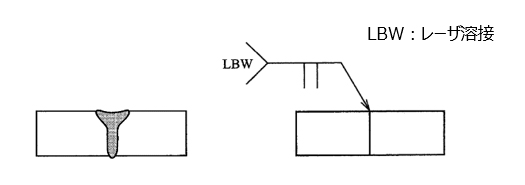
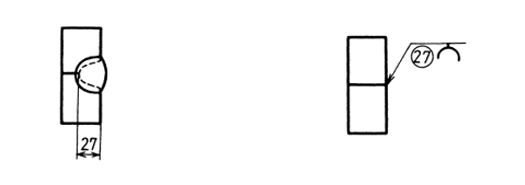
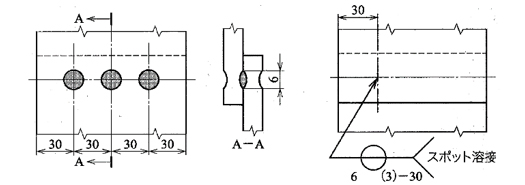
(c) 重ね継手部の抵抗溶接
(スポット溶接など)のとき
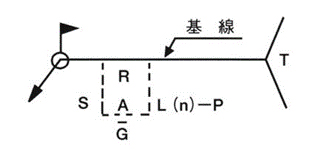
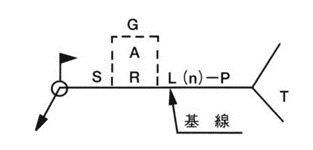
溶接施工内容の記号例示
 :基本記号
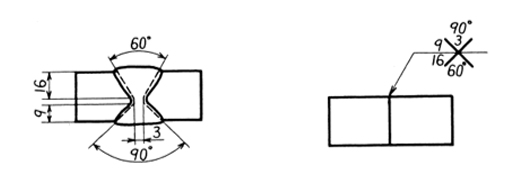
:基本記号- S : 溶接部の断面寸法又は強さ(開先深さ、すみ肉の脚長、プラグ穴の直径、スロットみぞの幅、シームの幅、スポット溶接のナゲットの直径又は単点の強さなど)
- R : ルート間隔
- A : 開先角度
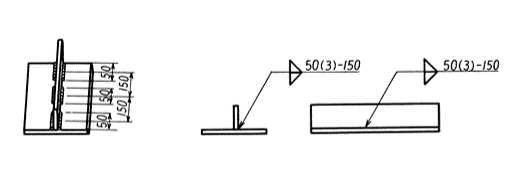
- L : 断続すみ肉溶接の溶接長さ、スロット溶接のみぞの長さ又は必要な場合は溶接長さ
- n : 断続すみ肉溶接、プラグ溶接、スロット溶接、スポット溶接などの数
- P : 断続すみ肉溶接、プラグ溶接、スロット溶接、スポット溶接などのピッチ
- T : 特別指示事項(J形・U形等のルート半径、溶接方法、その他)
- ― : 表面形状の補助記号
- G : 仕上げ方法の補助記号
 : 全周現場溶接の補助記号
: 全周現場溶接の補助記号- ○ : 全周溶接の補助記号
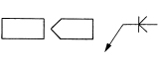
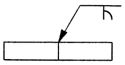
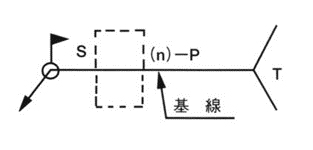
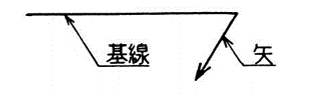
説明線は溶接部を記号表示するために用いるもので、基線、矢及び尾で構成され、尾は必要がなければ省略してもよい〔図(a)、(b)〕。
基線は通常、水平線とし、基線の一端に矢を付ける。
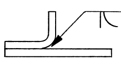
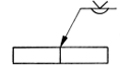
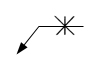
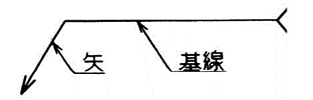
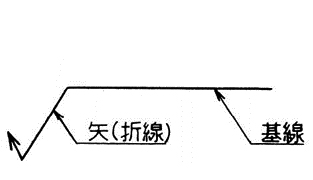
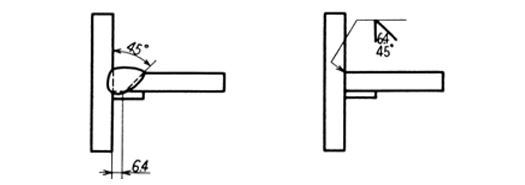
矢は基線に対しなるべく60°の直線とする。ただし、レ形、K形、J形及び両面J形において開先をとる部材の面を、またフレアレ形及びフレアK形においてフレアのある部材の面を指示する必要がある場合は矢を折線とし、開先を取る面又はフレアのある面に矢の先端を向ける〔図(c)〕。
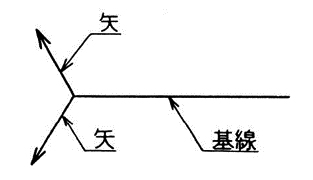
矢は必要があれば基線の一端から2本以上付けることができる。ただし、基線の両端に矢を付けることはできない〔図(d)〕。
(a)
(b)
(c)
(d)
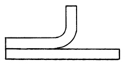
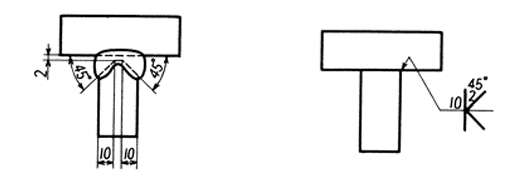
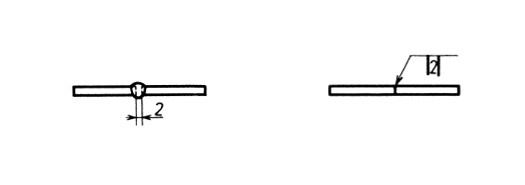
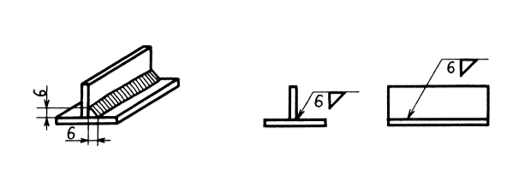
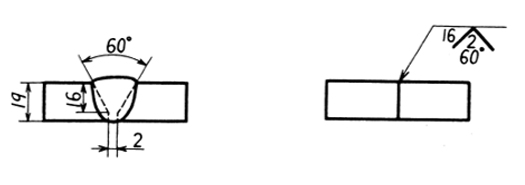
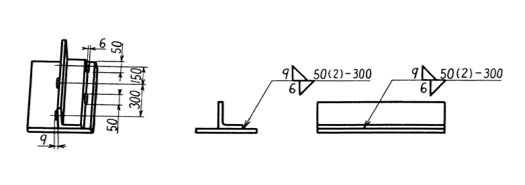
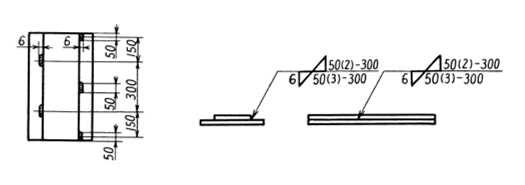
4) 溶接記号の記入説明
| 実 形 / 図 示 | 実 形 / 図 示 |
|---|---|
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
以上で全18回の板金基礎講座Ⅲが終了となります。