バリが発生する要因と対策
要因1.金型の摩耗
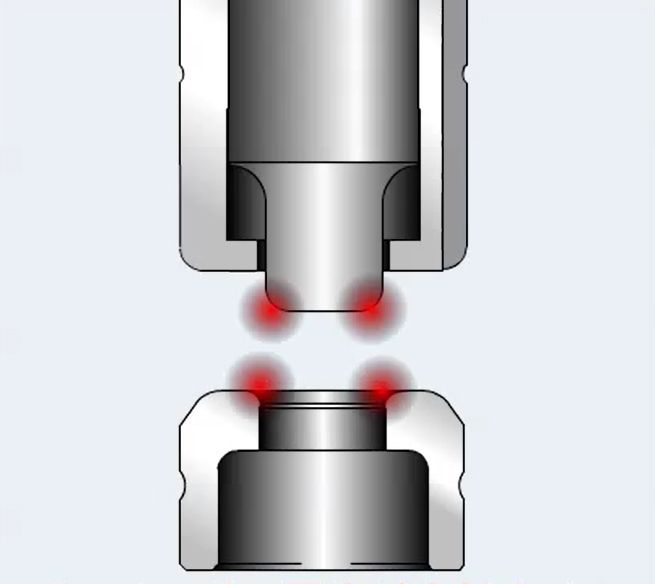
パンチ、ダイ刃先が摩耗
動画はこちら
【要因】
金型の刃先が摩耗して丸味がつくと引っ張り力が集中しないため、圧縮面が増大することで材料表面のダレとバリが大きくなります。

【対策】
バリの発生を抑えるには、金型を摩耗した状態で使い続けないことが重要です。
- 金型を定期的に研磨し、常に刃先をシャープな状態に保つ
- 刃先への給油による冷却、潤滑効果で摩耗を抑制する
- パンチ、ダイを耐摩耗性のある鋼種に変更する
要因2.クリアランスの不適
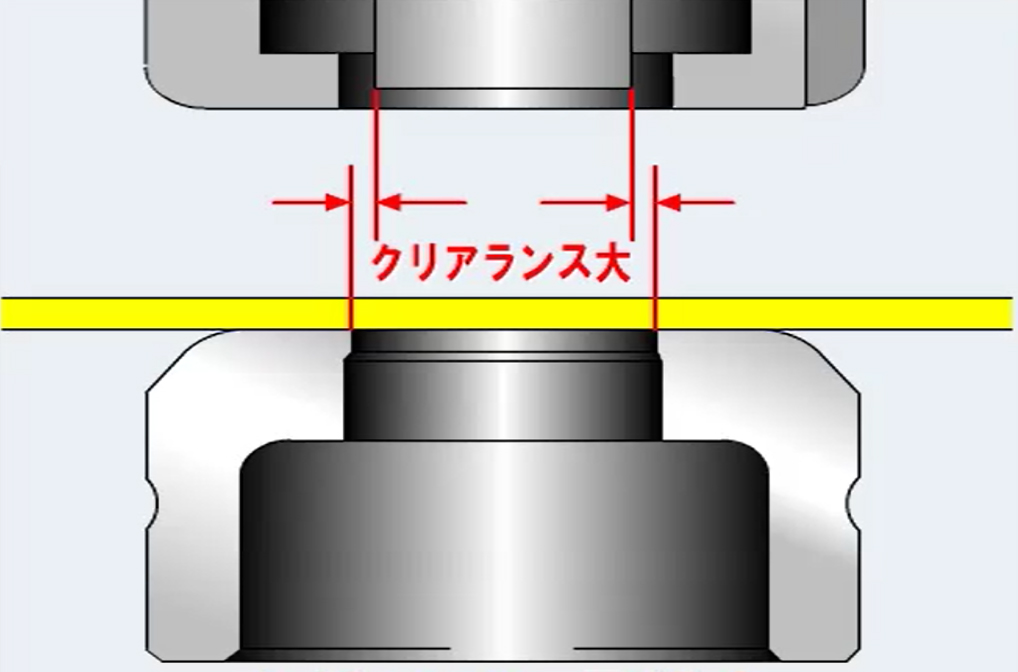
クリアランスが不適切
動画はこちら
【要因】
パンチとダイのクリアランスが大きい場合、切断が始まる前の材料の変形が大きくなるため、金型が摩耗したのと同じ状態になります。これにより製品側、抜きカス側ともに大きなバリが発生します。逆にクリアランスが小さい場合は、刃先に負担がかかり摩耗が進行するとともにバリが大きくなります。
【対策】
加工機、材料の板厚、材質に合わせた適正なクリアランスで加工することが重要です。
要因3.芯ずれ
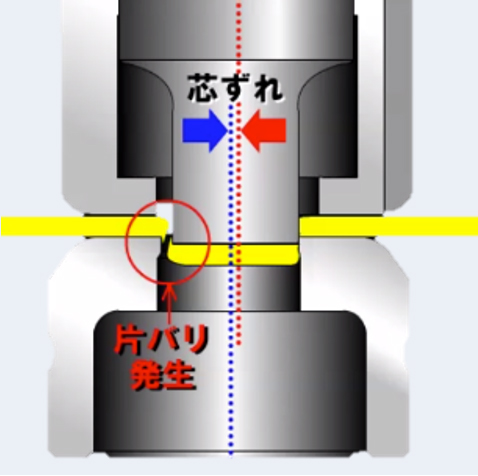
芯ずれで片バリが発生
動画はこちら
【要因】
打ち抜き加工時に金型の芯がずれていると、片側のクリアランスが広い状態となり、片側のバリが大きくなる場合があります。一般的には、金型の芯ずれは上下タレットのずれや、タレットキーや金型のキーの摩耗が考えられます。
【対策】
日常的に加工機本体や金型メンテナンスが重要になります。
- ダイホルダー内の清掃、異物除去
- タレットのショットピン穴の清掃
- 芯出し治具による上下タレットの芯出し
- タレットキーの確認、交換
- 金型ガイドキー、ダイキーの確認、交換
自動金型研削機の紹介

TOGUⅢ
摩耗対策金型の紹介
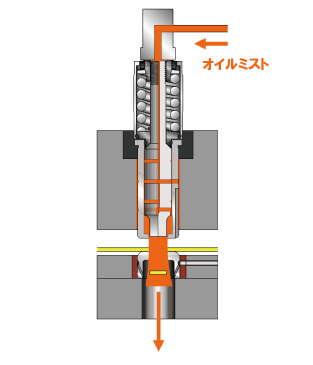
■ エアブロー装置&金型
パンチ内部にオイルミストを吹き付けることにより、刃先が潤滑・冷却され、金型の摩耗を抑制します。
エアブロー装置&金型
■ APHパンチ、SKHダイ
研磨周期が2倍以上長い耐摩耗性に優れた鋼種を採用することで、バリの発生を抑制します。
APHパンチ

SKHダイ


