建材ドア枠を簡単に
精度よく製作したい
製品事例:建材ドア枠
ドア枠製造の現状
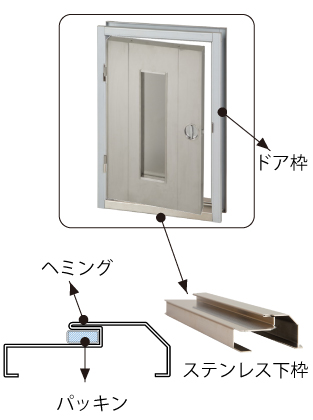
集合住宅などの玄関ドアを固定する枠は、主にスチールとステンレスの材料でつくられ、特に数が多い集合住宅の場合、高さが約1.9mから2mで規格化されており、この2m程度の長尺材を組み合わせてつくられています。
このドア枠には、気密性を向上させる目的で、周囲にパッキンを挟み込む構造となっており、パッキンを入れる袋状のすき間をつくるためには、ヘミングと呼ばれる折り返し構造が採用されています。
■長尺材のへミング曲げの課題
通常のV曲げよりも大きな荷重を必要とするヘミング加工を行うには、非常に大きな荷重が必要となります。
そのため、2m程度の長尺材にへミング加工を精度良く行うことが難しく、四隅を溶接する前の組み立て時に、微調整が必要になります。
さらに、下枠の見える部分は外観が重要なため、キズがないことが重要なポイントになります。
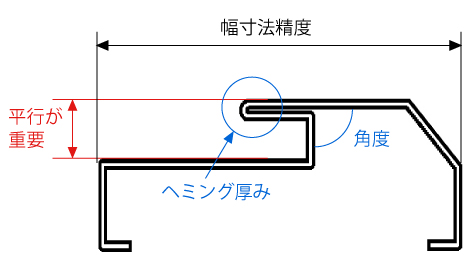
課題 1:ヘミング加工による精度のバラツキが発生しやすい
ヘミング加工の厚み部分の曲げ精度にバラツキが発生することで、幅寸法自体にも精度の影響が出てしまいます。
特にステンレスは、一般的にヘミング厚みが大きくなりやすい傾向にあります。
ヘミング厚みを少なくするには、大きな荷重が必要なため、加工が難しくなります。
※材質SUS304 板厚1.5mm
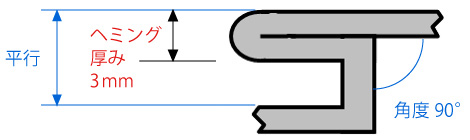
●理想的なヘミング形状
ヘミング厚みを板厚の2倍にすると平行の精度が出せる。
しかし、ヘミング荷重が1000kN/m以上必要で加工が難しい。
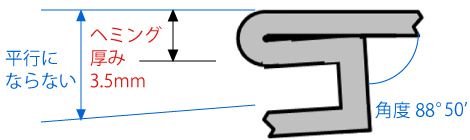
●加工形状の例
ヘミング荷重が500kN/mではヘミング厚みが大きく平行の精度を良く曲げられない。
課題 2:ヘミング加工はキズがつきやすい
V曲げ加工では、ダイの肩を材料が滑り込み、その時に滑りキズが発生します。
特にヘミング加工前の鋭角曲げでは材料の滑り込む量が90度曲げより大きく、滑りキズも大きくなり、キズの修正が必要になります。
また、鋭角曲げで十分な鋭角角度に曲げないとヘミング加工時、手前に材料が滑り出しキズが付きやすく、さらに作業の危険性が高くなります。
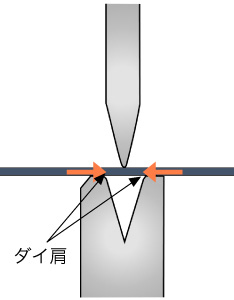
鋭角曲げ前

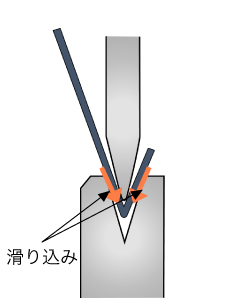
鋭角曲げ後
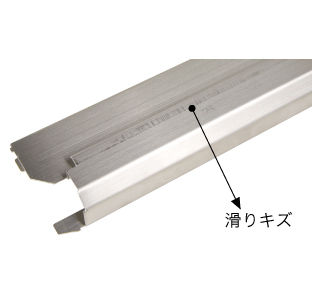
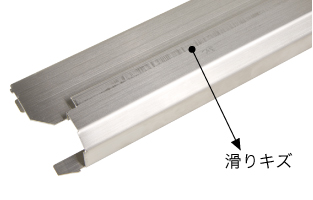
ステンレスの下枠
課題のまとめ
以上のことから、へミング加工を必要とする建材ドア枠の製造では、次のような課題が発生します。
- ヘミング加工は大きな荷重が必要なため、精度にバラツキが発生する。
- 精度のバラツキで枠の溶接前の組み立て調整作業に苦労する。
- ヘミング加工前の鋭角曲げ角度が不足すると、ヘミング加工時に材料が滑り出す危険性がある。
- ヘミング加工前の鋭角曲げで材料に滑りキズが発生し、キズ修正作業が必要になる。