板金カバーの角部を
球面状にまるく加工したい
製品事例:機械カバー
板金製品の角処理について
昨今、樹脂製品では曲面を多用した形状が一般的ですが、板金製品でも安全性やデザイン性の配慮への高まりから、角部をR形状に加工することが多く見られるようになりました。
特に機械カバーのような箱型の角部をR形状にするには、3つの方向より大きなRに曲がった形状(3方向R)が交差するため、球面形状となります。この部分の加工は難しいため、コストアップの要因となります。
コストを抑えるためにも、加工の合理化が望まれます。
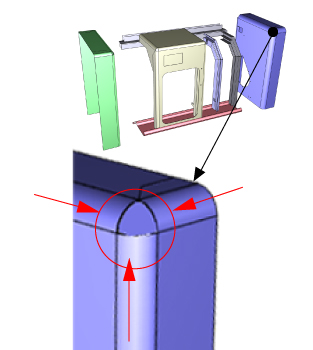
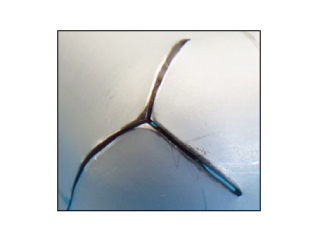
3方向からの曲げが交差する角部
(3方向R)
一般的な3方向R加工
板金加工で一般的に行われている3方向R部の加工方法を2つご紹介します。
【例1】別パーツを溶接で貼り合わせる方法
球面形状の別パーツを製作し、溶接した後に仕上げます。この方法は凹凸を削る仕上げ作業に工数がかかります。
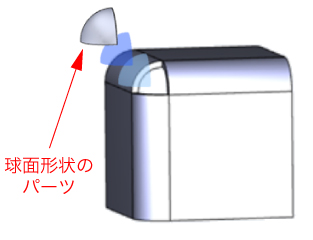
別パーツの貼り合わせ
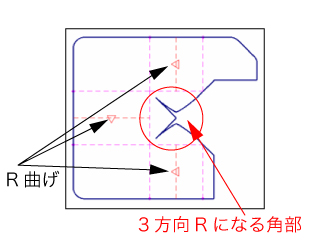
【例2】角部を分割展開し、
たたき仕上げする方法
展開する際、角部に3方向の分割スリットを入れて、レーザにてブランク加工を行い、3カ所をR曲げした後に、めくれた角部(3方向R部)をハンマーなどでたたき仕上げる方法です。
たたき仕上げは熟練の技能が必要で、大変な作業になります。
分割展開図
R曲げ後
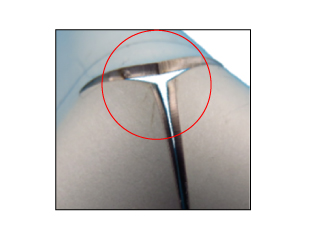
3方向R曲げ部のめくれをたたく
たたき仕上げ後
分割展開してたたき仕上げ
どちらの方法も溶接加工と仕上げ作業が必要で、経験豊富な熟練作業者が必要になります。
加工の課題
3方向Rの角部を球面状に加工するには次の課題が発生します。
- 加工が難しく製作できない
- 加工にはスキルを持った熟練作業者が必要
- 加工時間がかかり生産性が低下する
そこで今回は、より簡単に3方向R部の加工を行う方法をご提案します。