パンチセット穴あけ時の
ストリップミスや
押さえキズをなくしたい!
セットプレスマシン
汎用プレス用パンチセット金型
穴あけ加工時のストリップミスとは
セットプレスによる穴あけ加工は、ワーク(被加工材)をガイドとダイで挟み込んだ後に、パンチの刃先がワークに食い込むことで穴をあける加工です。
ストリップミスとは、穴あけ後にワークからパンチを引き抜く際、引き抜き時の力が小さく、ワークを引き離すことができなくなる現象のことをいいます。
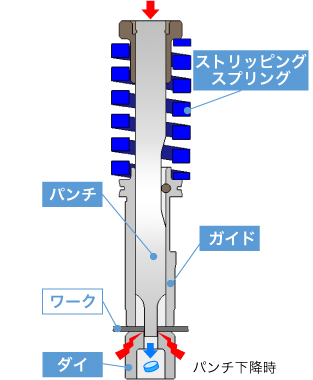
パンチセット金型構造
ストリップミス発生の要因
ストリップミスの発生には、主に以下の要因が考えられます。
【要因1】
ワークをガイドとダイにて挟み込んだ状態でパンチを引き抜く場合、「ストリッピングスプリング」の引き抜く時の力(ストリップ力)が小さく、確実な引き抜きができない。
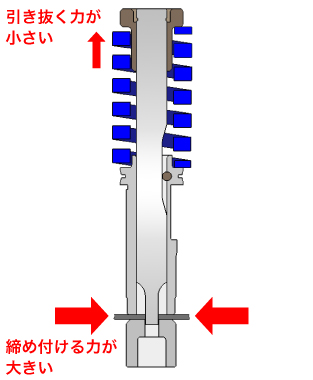


パンチ上昇時に引き抜けない
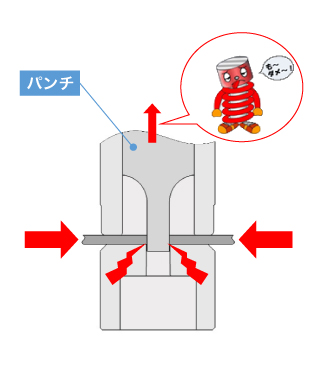
【要因2】
ワークの強度によりガイドにて押さえる位置とパンチ刃先とのすき間が大きい場合、ワークに変形が生じて確実な引き抜きができない。
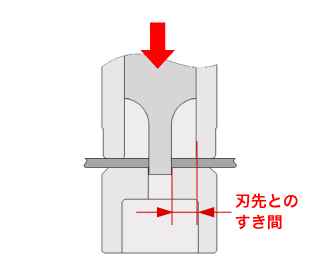
パンチとガイドのすき間
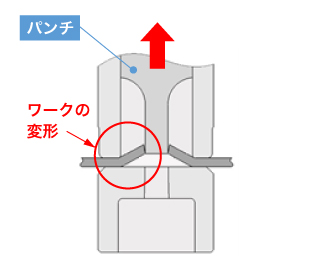
パンチ上昇時にワークが変形する
このような要因によりストリップミスが発生し、加工不良や材料のロス、復旧に伴う時間や労力がかかってしまいロスコストにつながります。どのように対策をしたらよいでしょうか。