シャーリング加工で
材料の変形を抑えたい
板金のせん断加工の仕組み
一般的なシャーリング加工機による金属材料のせん断加工は、加工機の上刃と下刃の間に材料をセットし、上刃を固定された下刃方向に下降させることで材料をせん断します。
仮に下刃に対し上刃を平行に打ち下ろすと、長い刃が材料と接触する面積が大きくなるため、非常に大きな力が必要になります。そして、このせん断面に一度に大きな負荷がかかってしまうことが、材料に「反り」や「ねじれ」、「曲がり」を発生させることが主な原因となります。
その対策として、少ない力でせん断できるよう上刃を斜めに傾ける「シャー角」が設定されています。

シャーリング加工中の風景
シャーリング(せん断)加工による
材料の変形
せん断加工による材料の変形としては、主に以下が課題となります。
1. 反り(ボウ)
「反り」は、切り落とされた材料側に発生し、せん断面に対して材料全体が垂直方向に湾曲する現象をいいます。
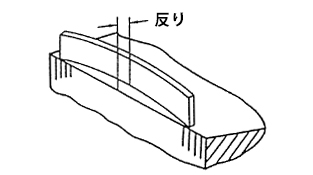
反り図
2. ねじれ(ツイスト)
「ねじれ」は「反り」と同様に、切り落とされた材料側に発生し、せん断幅が小さい場合や、板厚が厚くなるほど大きくなります。
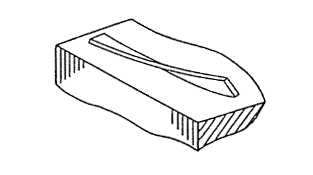
ねじれ図
3. 曲がり(キャンバー)
せん断面に対して並行方向に湾曲する現象をいいます。せん断後に材料の残留応力が影響することで「曲がり」が発生します。
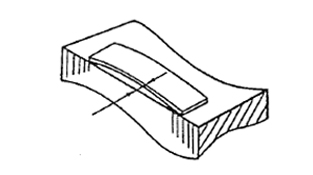
曲がり図
板金製品の品質を確保しながら せん断加工する際は、このような材料の変形に悩まされることになります。