Vカット加工とレーザ溶接で改善
加工提案
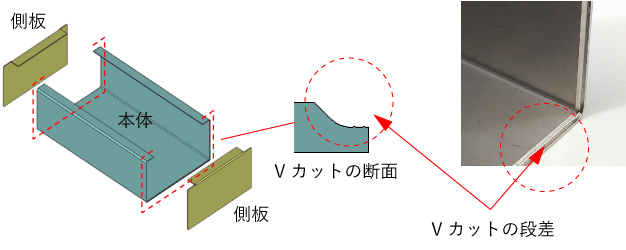
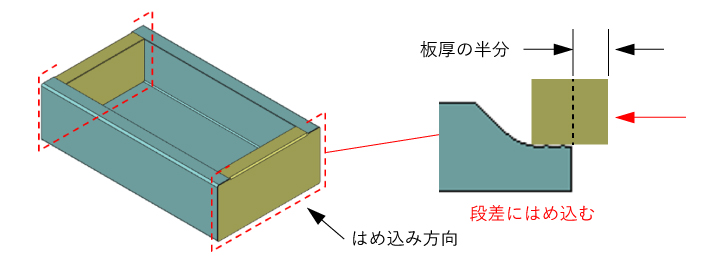
「『Vカット』で成形した段差にはめ込む」
分割した2辺(側板)の位置決め固定に、「Vカット」で成形した段差にはめ込む構造にすることで、誰でも簡単にズレのない位置に位置決めすることが可能になります。
また、溶接加工はひずみの少ないレーザ溶接を使用したRビード溶接で、R仕上げ作業を削減することができます。
■ 加工方法
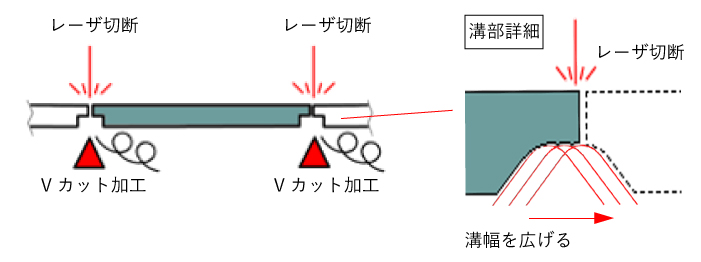
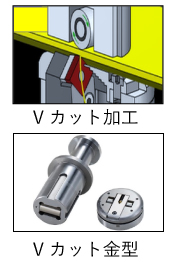
段差は、あらかじめ パンチ・レーザ複合マシンで「Vカット金型」を使用し加工します。
- 「Vカット」加工を複数回行い幅広の溝を作ります。
- 幅広の溝をレーザで切断して段差にします。
- 溝の幅は板厚の半分(半引き)に位置決めできる幅にします。
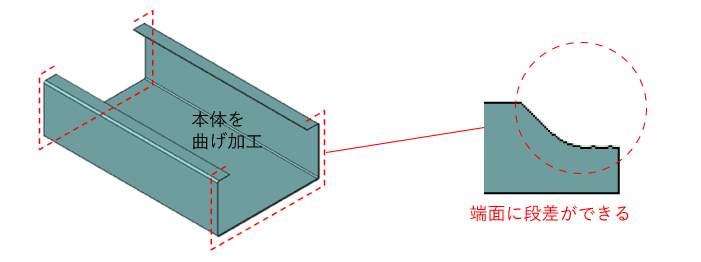
- その後、本体を曲げ加工して、側板をはめ込み組み立てます。
部品構成
【工程1】
ブランク加工

【工程2】
曲げ加工
【工程3】
組立
■ ひずみが少ないファイバーレーザのRビード溶接
ファイバーレーザでRビード溶接するとR仕上げ作業の削減が可能です。
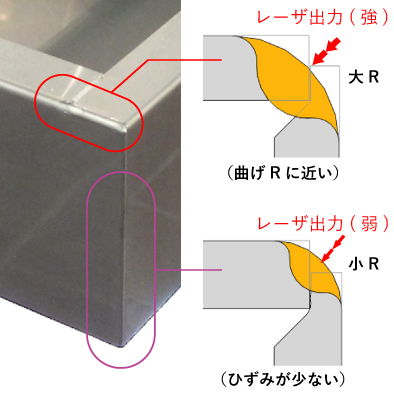
角継ぎ手を半引きに合わせ、さらに出力を調整することで、Rの大きさを変えることが可能になります。
出力を上げると溶け込みが大きくなり、Rは大きくなります。
出力を下げると少ない溶け込みでRは小さくなり、ひずみも少なく抑えることができます。
はめ込み構造による半引き角継ぎ手溶接
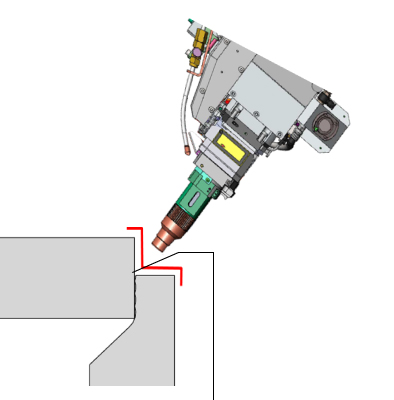
はめ込み構造で溶接しろが板厚の半分になり、
出力の調整によりRの大きさを簡単に調整できます。
ファイバーレーザのRビード溶接
効果
■ 生産性比較
Vカットの段差にはめ込み+レーザ溶接を使用した生産性
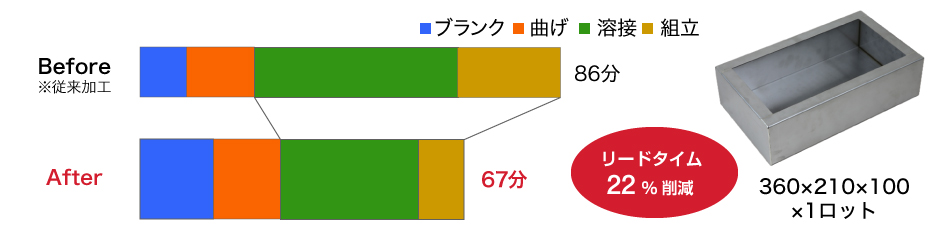
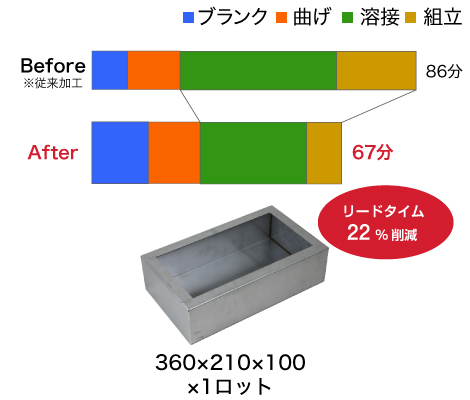
※マシン・作業者・作業環境等で時間は変わります。
まとめ
★Vカットの段差にはめ込む組み+レーザ溶接を使用したメリット
- 側板の組み立てと、仮止めの工数を削減できる。
- レーザRビード溶接で、R仕上げ作業を削減できる。
- レーザ溶接でひずみが少なく、高品質な加工ができる。