スポット溶接の
「見えない溶接不良」を
解消したい
スポット溶接における
品質管理の難しさ
スポット溶接(抵抗溶接)は、圧力をかけて電流を流すだけのシンプルな工法ですが、その品質を一定に保つことは容易ではありません。
多くの現場で共通する悩みは、「見た目では判断できない接合不良(サイレント不良)」と、「職人の勘と経験に頼った設定」から脱却できないことにあります。
工法が単純である反面、溶接の良否を決定づける要因は、電流値、電圧、通電時間、加圧力、さらに電極の摩耗状態まで多岐にわたります。そのため、これらの要因が影響し、安定した品質を維持し続けられなくなることが、スポット溶接を行う難しさとなっています。
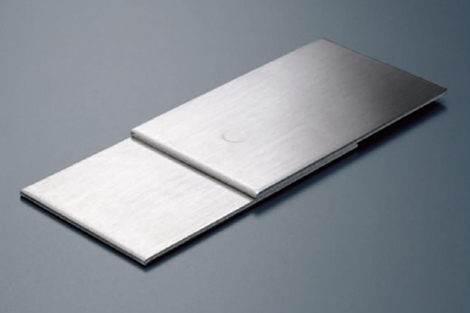
一般的な2枚重ねのスポット溶接
突起付きナットのプロジェクション溶接
なぜ「見た目」だけでは
「接合不良」が分からないのか?
スポット溶接の品質を左右するのは、金属同士が溶け合ってできる「ナゲット」の状態です。
そのため、表面上は綺麗に溶接されているように見えても、過加熱や材料の変形等により、接合面全体に適切な電流が流れず、内部の溶け込みが不足していることがあります。
これがいわゆる「サイレント不良」です。
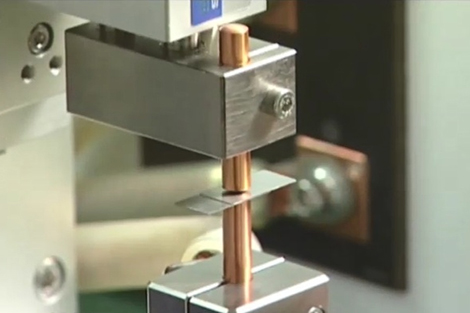
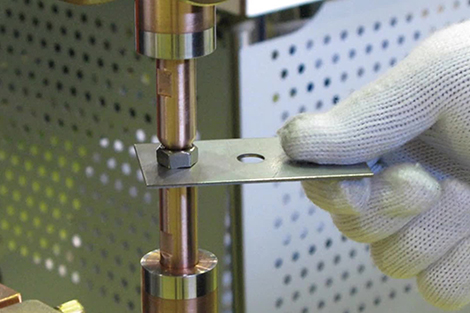
このような「サイレント不良」を確認するためには、引張試験機等を用いて物理的に引きはがし、数値で強度を確かめる「破壊検査」を行うことが一般的ですが、検査時に破壊してしまうため、全量で確認することはできません。さらに、検査を行う手間や廃棄コストもかかってしまいます。
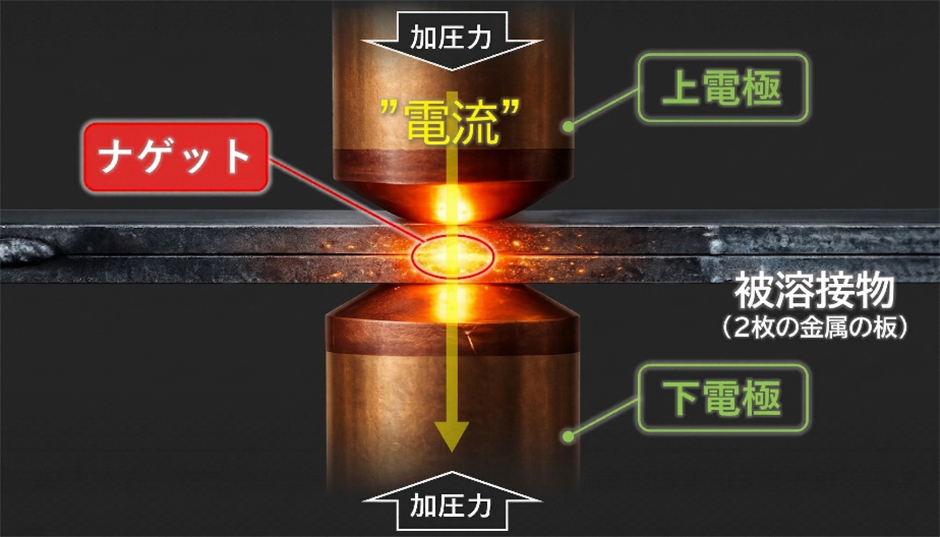
電流と加圧力で接合するスポット溶接
※画像クリック(タップ)により、拡大表示が可能です
ナゲットは内部にできるため表面からは強度が確認できない

引張試験機による破壊検査接
なぜ設定値と加工時の「差」が生まれるのか?
スポット溶接において、多くの作業者が陥りやすい落とし穴が「電流や時間を設定したから、すべて正しく溶接されているはず」という思い込みです。
実際には、設定値が同じであっても、材料のバラツキや状態等の「わずかな変化」が溶接品質に影響を及ぼすことがあります。
特に注意すべきは、ディスプレイに表示される「設定値」と、実際に材料に流れている「実効値」が常に一致しているとは限らないという点です。
この認識のズレが、不具合を見逃す原因となってしまいます。
接合不良が発生する主な原因
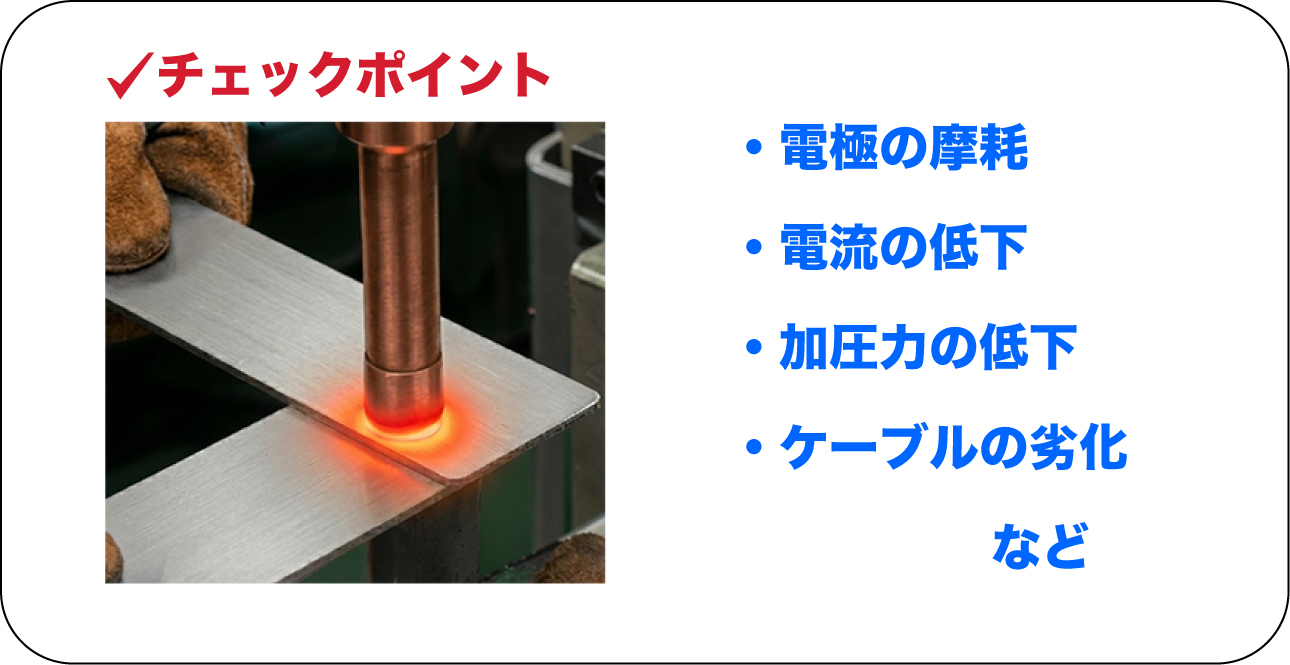
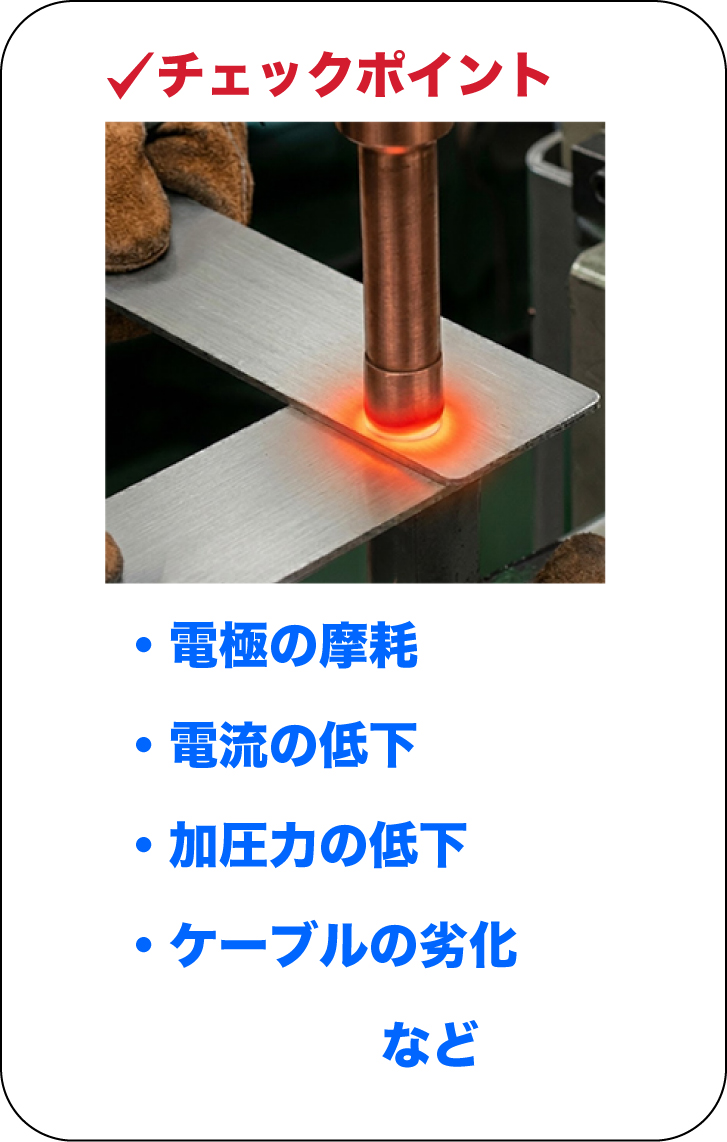
- 電極の状態変化:打点を重ねるごとに電極先端が摩耗・変形し、接触面積が変わることで、電流密度が低下します。
- 分流の発生:打点位置が近すぎると、電流が隣の打点へ逃げてしまい(分流)、必要な熱量が伝わらなくなります。
- 加圧力のバラツキ:エア圧の変動やメカニカルな摺動抵抗により、設定通りの圧力が材料にかからないことがあります。
- ケーブルの劣化:長年使用した2次側ケーブルの素線切れや接触不良は、目に見えないところで電気抵抗を増大させます。

「勘と経験」に頼る設定の限界
これまでは、最適な溶接条件を導き出すために、以下のような長年の経験に基づいた「職人の勘」に頼らざるを得ないのが実情でした。
- 「火花の飛び方や音で判断する」
- 「電極の汚れ具合を見て電流値を微調整する」
- 「板厚や材質によって感覚で電流値や通電時間を設定する」

こうした熟練作業者の経験に基づく技能継承には限界があり、以下のような深刻な問題を依然抱え続けることになります。
- 作業者によって品質にバラツキが出る。
- 勘どころが難しく、若手への教育に時間がかかる。
- 不具合が発生した際、原因の特定(電流だったのか、加圧だったのか)が遅れる。
- 再発防止の明確な対策が打てない。
熟練作業者の不在はそのまま品質低下のリスクに直結し、客観的な数値に基づかない管理体制は、万が一の不具合発生時の原因究明の遅れと、再発のリスクを増加させます。
誰でも均一な溶接品質が保てる作業環境が望まれます。