「止まっている時間」が利益を削る!?
金型段取りの手間を減らしたい
— タレパン実践操作編 ③ —
タレットパンチプレス(NCT※)
における金型交換の現状
板金加工では欠かすことができない、穴あけや成形加工では、製品の種類や加工形状ごとに適した金型が必要です。さらに昨今では、多品種少量生産や加工形状の複雑化に伴い、頻繁に金型を交換する必要があります。
昔の穴あけ用の加工機は、1つの金型しか取り付けられない「単発プレス」が主流で、異なる形状の穴をあけるたびに、機械を止めて重い金型を作業者が交換しなければなりませんでした。
この課題を解決する「穴あけ加工の合理化」として生まれたのがタレット方式の「タレットパンチプレス」 (通称タレパン)です。
株式会社アマダの商標登録です。

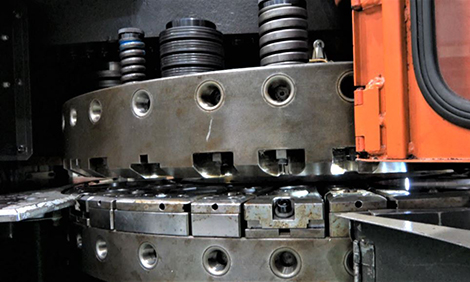
タレット周辺の様子
タレットとは?
タレットとは円盤状のステーションのことで、複数の金型を一度にセットすることができます。穴形状や成形加工ごとに一定数の金型の段取り換えが不要なため、一度の段取りで複雑な製品に対応することができます。
段取りを効率化し、高速で連続加工が可能なタレパンは、 1971年頃から登場したといわれており、コストパフォーマンスが高く、今でもパンチプレスの主力の加工機となっています。

同径タレットが抱える
「段取りの壁」
パンチとダイを保持する上下のタレット径が同じ「同径タレット」の場合、金型の交換は工具を使用し、ダイホルダーの固定ボルトなどの脱着が必要になります。作業者の熟練度によっては完了時間に差が出るほか、締め忘れ等で金型や機械が破損するリスクもあります。さらに、金型の数が多いと機械の停止時間(ダウンタイム)が増え、作業者の身体的にも負担が大きくなってしまいます。
この同径タレットは、コンパクトで金型の搭載可能本数が多いメリットがある反面、交換作業が多い生産工程ではオペレーターへの負担があります。例えば、大口径ダイの交換では上部タレットと下部タレットの狭い隙間を見ながら、ホルダーに引っ掛からないように挿入する作業となります。また、上向き成形ダイは組み立てた状態で装着しようとするとタレットに干渉してしまうため一度分解し、下部スプリングの取り外しと交換後の組立作業が必要なため、作業者に負担がかかってしまいます。さらに、ダイの寸法・形状・向きが間違っていないか確認するには、タレット間から覗き込んで確認する必要があるため、視認性の悪さも加わり、この1つひとつの工程のダウンタイムが長引く要因となってしまいます。
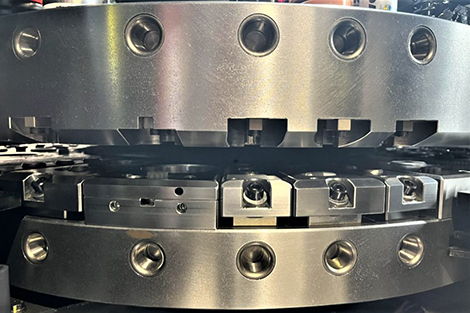
横から見た同径タレット
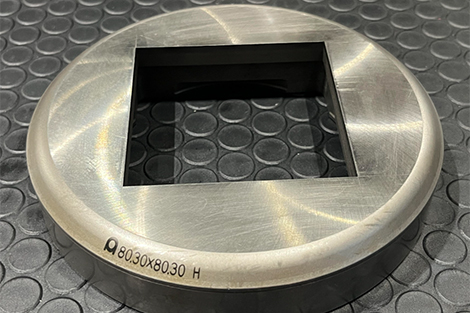
大口径のダイ(Eレンジ)

工具を使用した金型の脱着

上向き成形用のダイ


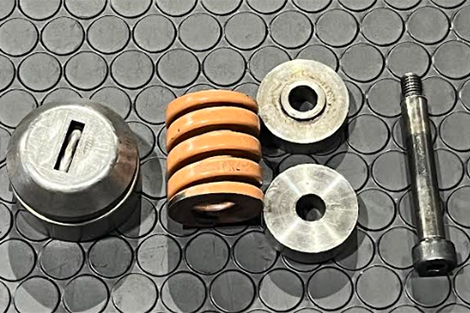
分解された上向き成形用のダイ
こうした実加工以外の「非生産時間」を少しでも削減し、もっと現場の負担を減らしたいと誰しもが想うところではないでしょうか。
そこで、金型交換作業をもっと効率化する方法はないのでしょうか?