薄板溶接の品質向上
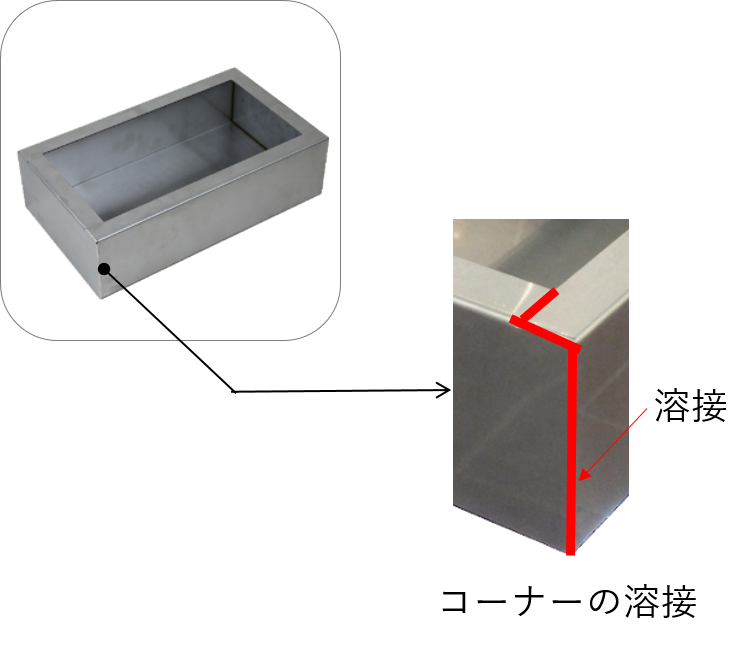
ボックス製品はコーナーをTIG溶接で肉盛りします。 肉盛り溶接の個所は仕上げ作業を行い曲げRと同等なRに仕上げします。 また、TIG肉盛り溶接を行うと入熱量が多く、ひずみが発生するため ひずみ取り作業も必要になります。
製品事例:配電盤ボックス 材質 : SUS304 板厚 : 1.5mm
課題


綺麗な薄板溶接がむずかしい
・溶接後の仕上げ作業が大変。 ・TIG肉盛り溶接では入熱が多くひずみが発生。

解決策
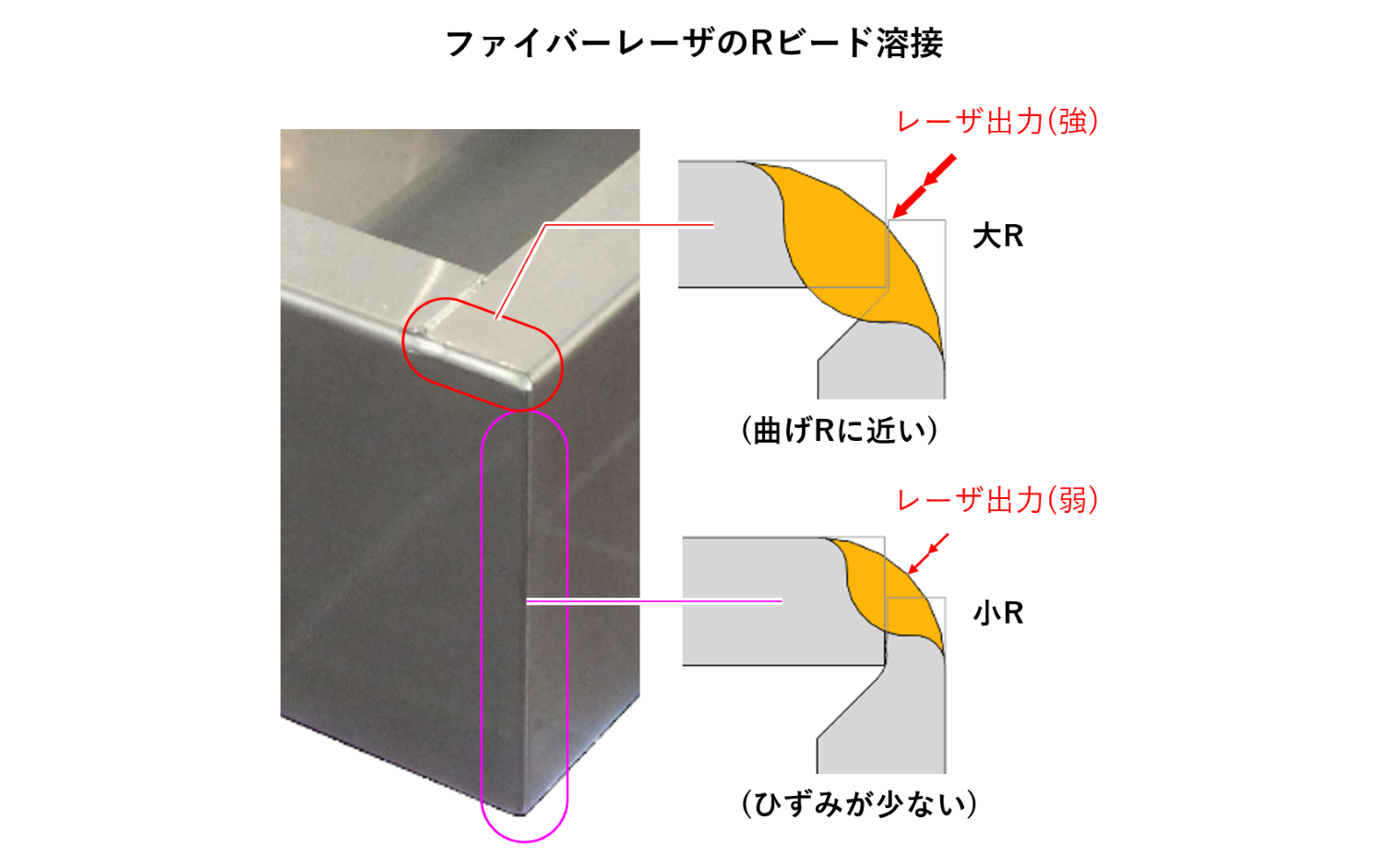
ひずみが少ないファイバーレーザのRビード溶接
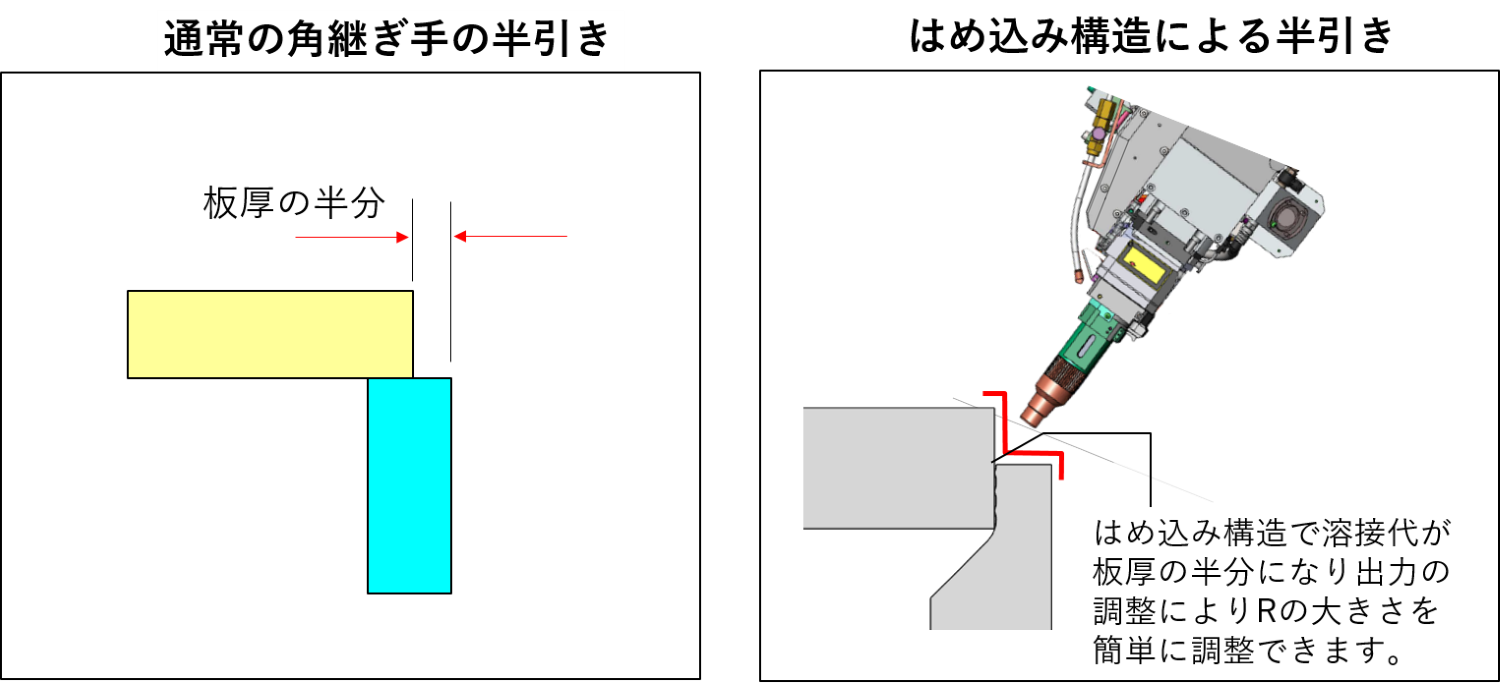
ファイバーレーザでRビード溶接するとR仕上げ作業の削減が可能です。 角継手を半引きに合わせ、さらに出力を調整する事でRの大きさを変える事が可能になります。 出力を大きくすると溶け込みが大きくなりRは大きくなります。 出力を弱くすると少ない溶け込みでRは小さくなりひずみも少なく抑えることができます。
FLWの溶接加工動画

ご提案ソリューション