厚板へのバーリング加工
ブランクマシンによる中厚板へのバーリング加工は、金型強度の不足から難しいとされており、ナット溶接する方法が一般的でした。 ナット溶接は位置決めや溶接に手間がかかり、スパッタによるネジ部の不良も発生していました
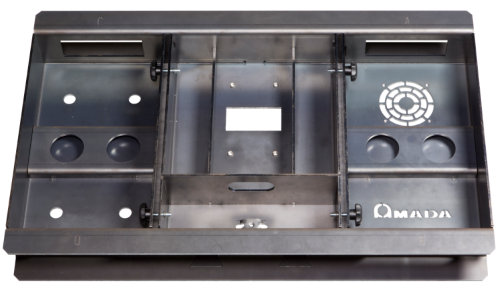
製品事例:産業機器架台 材質 : SS400 板厚 : 4.5mm
課題


手間のかかるナット溶接をやめたい
・バーリング加工したいが中厚板には加工できない。 ・平板へのタップ加工ではネジトルクが不足する。 ・ナット溶接が別工程で手間がかかる。

解決策
ナット溶接を鍛造バーリングへ変更
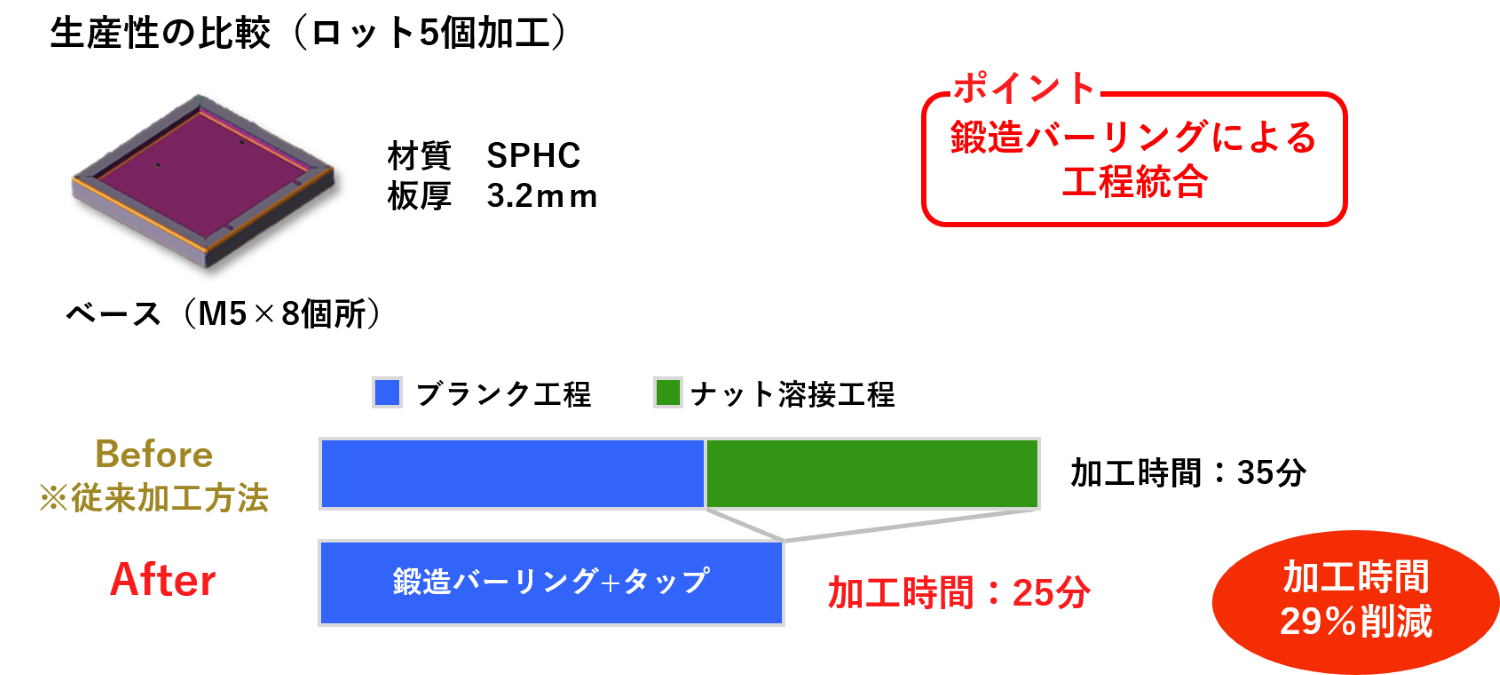
ナットを溶接する加工方法から、新しい加工技術である鍛造バーリングに変更することで、複数工程で行っていた加工をブランク工程に集約できます。 これにより、加工にかかる時間が短縮できるだけでなく、工程間の運搬作業なども省けるので、製造リードタイムを大幅に短縮できます。
ブランクマシンで行う鍛造バーリングの加工方法

鍛造バーリング金型の板厚別のネジサイズ対応表
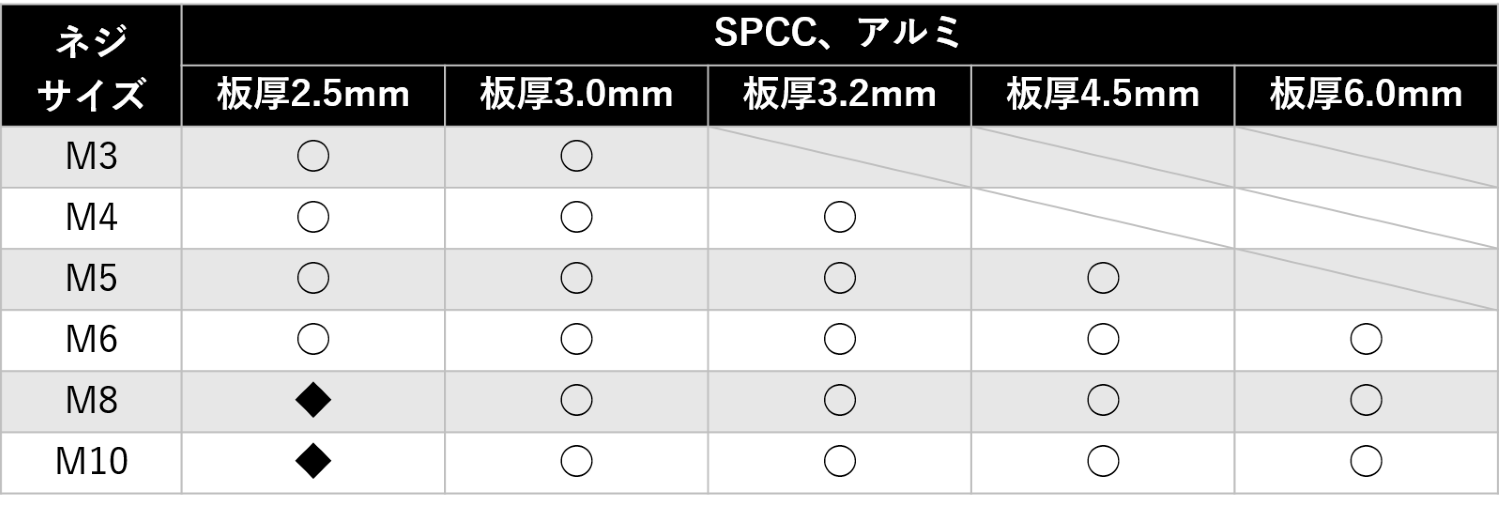
○:対応可能 ◆:通常のバーリング金型の構造で対応可能 ※下向き加工には、ZRタレット搭載マシンか、ブラシ浮上式テーブル機能が必要
鍛造バーリングの動画
効果
ご提案ソリューション


