曲げキズを改善
ベンディングマシンで曲げ加工を行うと、ダイの肩によるキズが材料に付く場合があります。 特に厚板は曲げ荷重が大きく、キズも深くなります。 塗装してもキズが残ってしまう場合があり、キズの修正作業は大変です。
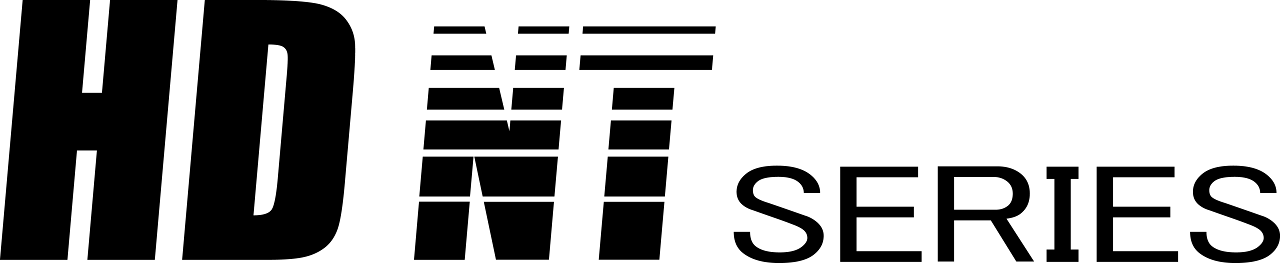
製品事例:減速機ギヤボックス 材質 : SS400 板厚 : 12.0mm
課題


曲げ金型の肩キズの修正が必要
・ダイ肩部で材料にキズが付く。 ・キズの修正に時間がかかる。

解決策
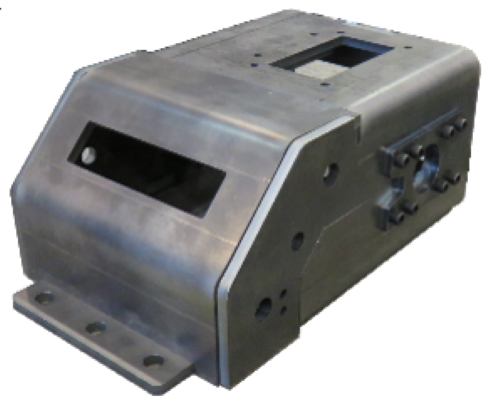
肩ローラー金型を使用した厚板の曲げ加工
曲げ金型のダイ肩Rがローラーで回転する機構にします。 曲げ加工時には材料の滑り込みと同時にローラーが回転して、キズの発生を低減します。
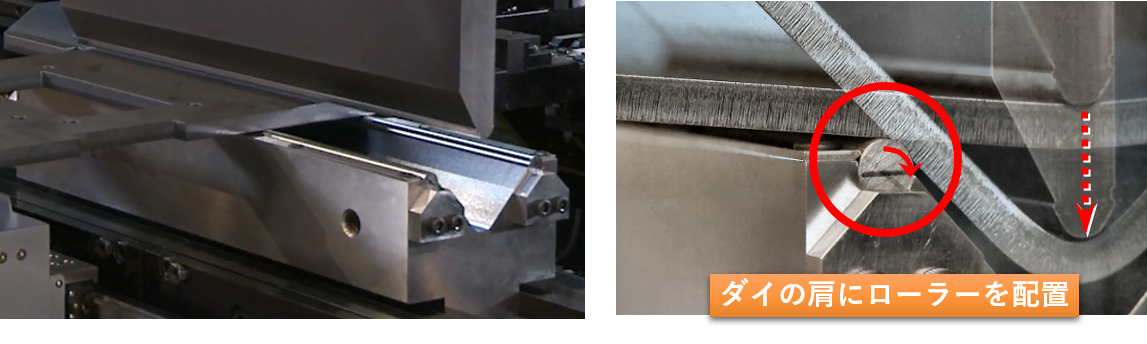
肩ローラー金型の曲げ加工動画
効果
厚板の曲げキズ対策の効果
肩ローラーが回転してダイ肩キズが低減されます。

板厚:9.0mm 材質:SPHC 金型(ダイV幅):80mm
ご提案ソリューション