第9回
レーザ加工 (Part 2)
6-5. 作業のポイントと留意点
1. 始業前点検を怠らない
集光レンズが、加工時のスパッターや切断材料から出る蒸気などで汚れると透過光が減少し、出力が低下するため、切断面の悪化を招きます。また、汚れは集光レンズを破損する原因にもなるため、始業時(および終業時)にはアセトンや専用クリーナーで集光レンズのクリーニングを行う必要があります。
さらに、ノズルは加工時のスパッターや干渉キズなどで穴の変形やつぶれが発生することがあります。このような状態ではアシストガスの流れが乱れ、切断面の悪化を招きます。変形したノズルは加工トラブル防止のため交換することを推奨しています。

加工ヘッド

集光レンズ

ノズル
2. 見えない光に手を出さない
炭酸ガスレーザやファイバーレーザの光は目に見えません。ヘッド部分に手を入れて作業する場合は、必ずシャッター可動キーを"OFF" にしてから作業してください。
3. 保護眼鏡を忘れない
レーザ光は、材料表面で反射することがあります。レーザ用保護眼鏡を必ず着用してください。
※CO2レーザ用とファイバーレーザ用は波長が異なるため、保護眼鏡の種類も異なります。

保護眼鏡
4. 光学部品の取り扱い
集光レンズは、ジンクセレンという有害物質を含んでいます。直接手で触れたり、破損焼損したときの粉末や蒸気を吸い込んだりしないよう注意が必要です。また、不法に投棄すると法律により罰せられるので、廃棄は専門業者など決められたルートで行ってください。
5. 有毒ガスや臭気
レーザ切断時、ポリカーボネイト、アクリルなどは有毒なガスを発生し、中毒を引き起こす場合があります。これらの材料を加工する際には排気ダクトなどで十分な換気を行ってください。
また、塩化ビニール貼りの材料は加工しないでください。塩化ビニールは塩素ガスが発生し、特に人体に有害です。機械も錆びる要因となるため、塩化ビニール貼りの材料は、ビニールを剥がしてから加工してください。
| レーザ加工 | パンチング加工 | 比較説明 | |
|---|---|---|---|
| ドロス | 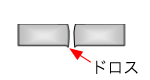 |
 |
レーザ加工では材料や加工条件により「ドロス」高さが変化する。 パンチング加工では、材料および金型のクリアランスなどにより「バリ」高さが変化する。 |
| 面粗度 | 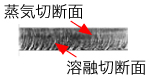 |
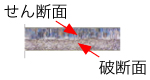 |
レーザ加工では、材料・加工条件により面粗度が変化する。一般に上面近傍は良好で、下面近傍では粗い。 パンチング加工では、せん断面と破断面が発生する。 |
| 真円度 | 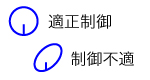 |
レーザ加工では、機械系と制御系およびビームの偏光などに大きく影響される。 パンチング加工では、パンチの形状精度で真円度が決まる。 |
|
| 酸化被膜 |  |
レーザ加工では、アシストガスに酸素を用いると切断面に酸化被膜が発生する。 窒素を用いると(クリーンカット)酸化被膜は発生しない。 パンチング加工では発生しない。 |
|
| ひずみ |  |
 |
レーザ加工では熱によりひずみが発生することがある。 パンチング加工は、打ち抜き時の内部応力により「反り」が発生することがある。 |
| 加工変質層 | 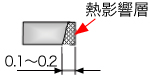 |
レーザ加工では、加工時の熱により切断面に熱影響層が発生する。 パンチング加工では、塑性加工による加工硬化が発生する。 |
6-6. レーザ加工の注意点
1. 最小加工板厚
最小加工板厚は0.4mmまで可能ですが、材料が極薄のため材料受けが必要になります。
(例:ハニカム構造材)
2. 最小加工穴径
材質ごとの打抜最小穴径は下表の通りです。
| 材 質 | 打抜最小穴径(mm) |
|---|---|
| 軟 鋼 | 板厚×1.0 |
| アルミニウム | 板厚×1.0 |
| ステンレス鋼 | 板厚×1.0 |
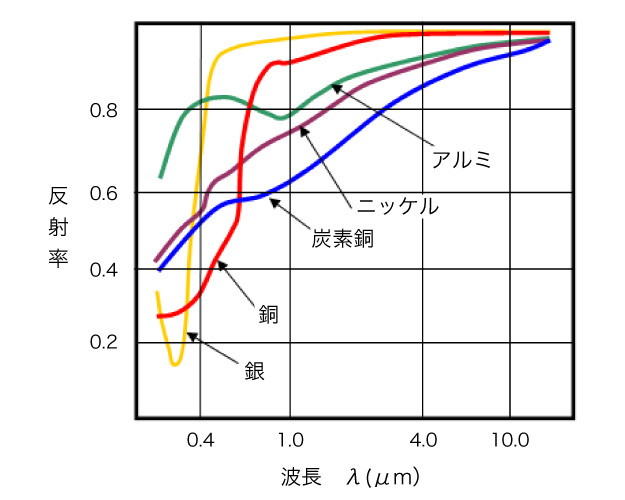
3. アルミ加工におけるマーキング
パンチング加工における"刻印"加工と同様に、レーザ加工においては"マーキング"があります。
ただし、炭酸ガスレーザでは反射率の高い材料は全反射状態となるためマーキング加工ができません。
特にアルミ材はその典型です。ファイバーレーザでは波長の違いによりマーキング加工が可能です。
6-7. パンチ・レーザ複合機
パンチ・レーザ複合機(以下複合機と呼ぶ)は、レーザ加工とパンチング加工の利点を1つの加工工程で実現できる機械です。
曲線部や長い直線部をレーザ加工することで、金型の継ぎ目がない高品位な加工ができ、小径の丸や角等の定形穴は、パンチング加工することで高速高精度の加工ができます。また、レーザピアスをパンチピアスに変更することにより、ピアス時間を短縮し、製品へのスパッターの付着を防ぐことも可能です。
さらに、NCTとレーザ加工機間のワークの運搬がなくなり、段取り時間の削減と高精度な加工が可能になります。また、1台に集約することで、設置の省スペース化が図れます。

パンチ・レーザ複合機

曲線形状と成形加工を含む製品