第11回
ベンディング(曲げ)加工 (Part 2)
7-8.曲げ圧力の計算方法
板材を曲げ加工するときに必要な加圧力を計算する方法は2通りあります。
- 加圧力の計算式:算出式により求める方法
- 圧力表 :経験値に基づく簡便表により求める方法
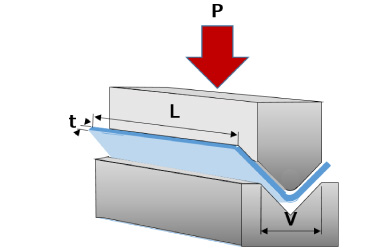
1. V曲げ加圧力の計算式
エアベンディングの曲げ加圧力の計算式を記します。
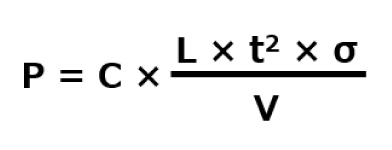
P : V曲げに必要な加圧力(kN)
C : 補正係数
L : 曲げ長さ(m)
t : 板厚(mm)
σ : 材料の引張応力(N/mm2)
V : Vダイの幅(mm)
※補正係数CはダイのV幅によって異なる係数で一般的には1.33とします。
この式より以下の4つのことが分かります。
- 曲げ圧力は曲げ線の長さに比例する。
- 曲げ圧力は板厚の2乗に比例する。
- 曲げ圧力は材料の引張り強さに比例する。
- 曲げ圧力はVダイの幅に反比例する。
2. 曲げ圧力表 一般軟鋼板(引っ張り強さ:450~500N/mm2)
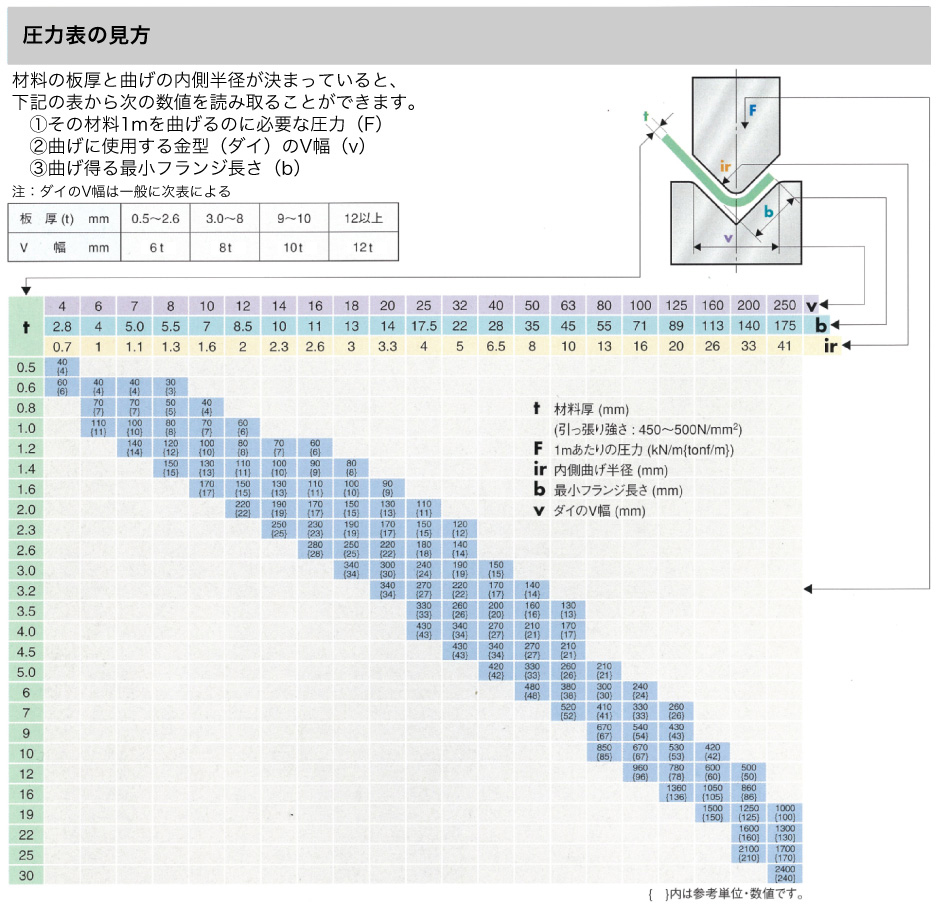
※SUS(引っ張り強さ:520~600N/mm2)の曲げ圧力表はこちら 「圧力表の見方」
【曲げ圧力を計算してみましょう!】※答えは最下部にあります
- SS400 t1.2をV8で曲げる時に必要な加圧力は何kN/mか?
(SS400の引張応力は450N/mm2とする) - SS400 t2.3をV14で曲げる時に必要な加圧力は何kN/mか?
- SS400 t3.2をV25で曲げる時に必要な加圧力は何kN/mか?
- SS400 t1.6、曲げ長さ2mをV10で曲げる時に必要な加圧力は何kNか?
- SS400 t1.6をV8で曲げる時に必要な加圧力は何kN/mか?
- SUS304 t2.0をV12で曲げる時に必要な加圧力は何kN/mか?
(SUS304の引張応力は450N/mm2とする)
7-9. 作業のポイントと留意点
1. V幅は板厚に準じて
板厚によりダイの溝巾(V幅)を決めます。最も多く使用されているボトミング(板金基礎講座10 7-3. 曲げ加工の種類を参照)のV幅の適正値は、下表の通りです。
| 板厚 t | 0.5~2.6 | 3.0~8 | 9~10 | 12t以上 |
|---|---|---|---|---|
| V幅 | 6t | 8t | 10t | 12t |
2. 金型取り付け、取り外しは手順通りに
パンチの取り付け・取り外しは、手の指の挟まれ防止のため、上下のテーブルを閉じて、パンチとダイのすき間を6mm以下にしてから行います。
3. 金型の間には絶対に手を入れない
板厚2mm、幅100mmの軟鋼板を曲げる際に、金型が閉じる力は2ton(20kN)以上にもなります。
パンチとダイの間には、絶対に手を入れてはいけません。
加工中はもちろんのこと金型の取り付け、取り外し、点検の際も金型間には手を入れないでください。

危険! 手を入れない!
4. 曲げ始めたらワークから手を放す
写真のような小さなワークを曲げるときは、折り曲げが始まったら、必ずワークから手を放す習慣をつけることが大切です。
手を放さずワークを保持したままでいると、金型とワークに手を挟まれ大変危険です。

曲げが始まったら手を離す!
5. 加圧リミットを守ろう
金型には、耐圧が刻印されています。必ず耐圧以下で使用しなければなりません。
注)刻印された耐圧表示は、1000mm当たりの圧力です。
曲げ長さが500mmの場合、耐圧は表示圧力の1/2となります。
7-10. 曲げ金型
1. 曲げ加工の精度
曲げ加工の精度は基本的に繰り返し精度を指します。
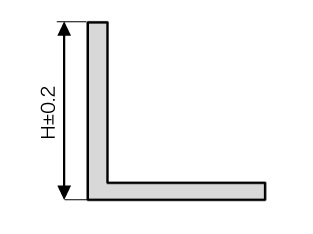
フランジ精度
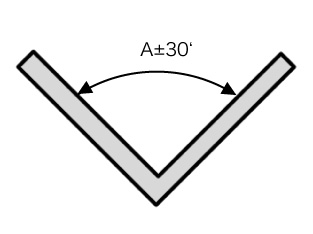
角度精度
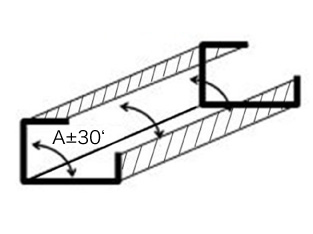
通り精度
2. 最小フランジ寸法
曲げ加工が終わった時点でも、材料はダイの両肩に乗っている必要があります。
最小フランジ寸法を求めるにはダイの斜辺の長さとイコールになります。
 ≒ 0.7 V
≒ 0.7 V
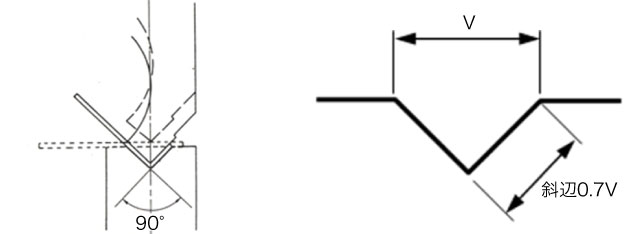
例:ダイV幅=10mmでは最小フランジ寸法は7mmとなります。
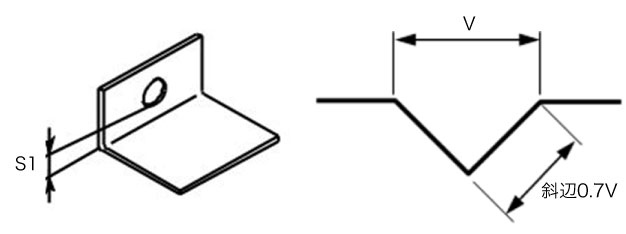
3. 折り曲げ時の穴変形
穴加工された穴の縁と折り曲げの間隔が狭いと、穴の周囲の肉が引っ張られるため、穴の外側が膨らみ、穴が変形してしまいます。
対策:① 曲げ加工後に穴をあける → 非生産的
② 間隔を適正にあける → 一般的
③ 穴と曲げ部の間にスリットを入れる → 設計変更による対応

穴の縁と曲げ部までの最短間隔(下図 S1)をとります。
≒ 0.7 V


スリット加工による変形防止
4. ダイの肩キズ
V金型(ダイ)による“曲げキズ”が発生するので、キズを嫌う製品は金型や保護シートなどで対策をとる必要があります。


【曲げ圧力計算問題の答え】
- SS400 t1.2 V8 答え 120kN/m
- SS400 t2.3 V14 答え 250kN/m
- SS400 t3.2 V25 答え 270kN/m
- SS400 t1.6 V10 曲げ長さ2m 答え 340kN
圧力表より曲げ長さ1mの圧力は170kNなので、170X2=340kN - SS400 t1.6 V8 答え 220kN/m
圧力表よりV10の時の圧力は170kN
曲げ圧力はV幅に比例するので170X10/8≒220kN/m - SUS304 t2.0 V12 答え 300kN/m
圧力表よりSS400 t2.0 V12の時の圧力は220kN
曲げ圧力は引張応力に比例するので220X600/450≒300