「荷重制御」により90°曲げの負担を軽減できる
「コイニング曲げ」の圧力制御を自動化
「荷重制御」は、従来熟練者が勘と経験を用いて手動で調整をしていた「コイニング曲げ」時の加圧力を、圧力センサーにより目標荷重まで自動で制御し、容易に90°の高精度曲げを達成することができる機能です。通常の曲げ加工ではテーブル位置(D値)を制御して角度を調整しますが、「荷重制御」を使用することによって材料に加わる圧力をコントロールすることができます。
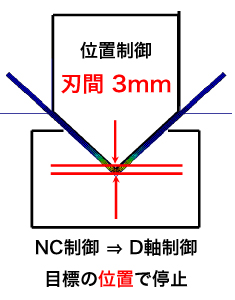
一般的な制御
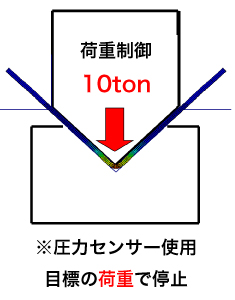
荷重制御
これにより、一般的な曲げ加工時の低い圧力で加工する狭い荷重安定幅ではなく、コイニング領域の広い荷重安定幅で加工できるため、材料の品質がバラつく場合でも、曲げ角度を安定させる効果があります。
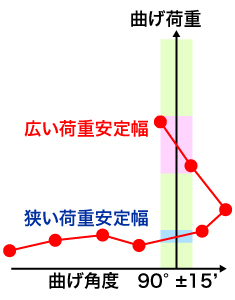
曲げ圧力—曲げ角度グラフ
※「荷重制御」について 詳しい動画はこちら
「荷重制御」でスキルレスを実現
この「荷重制御」は、曲げ角度が90°になるときの荷重(基本荷重)をNCに登録することが可能なため、経験の浅い作業者でも容易に高精度な「コイニング曲げ」を行うことができます。
登録された荷重データはプログラムに紐付いて保存されるため、次回、同じ製品を加工する場合でも、高い繰り返し精度を保つことが可能です。
また、NC装置が加圧力をコントロールしているため、金型や機械に必要以上の負荷をかけないよう、トラブルを未然に防いでくれます。
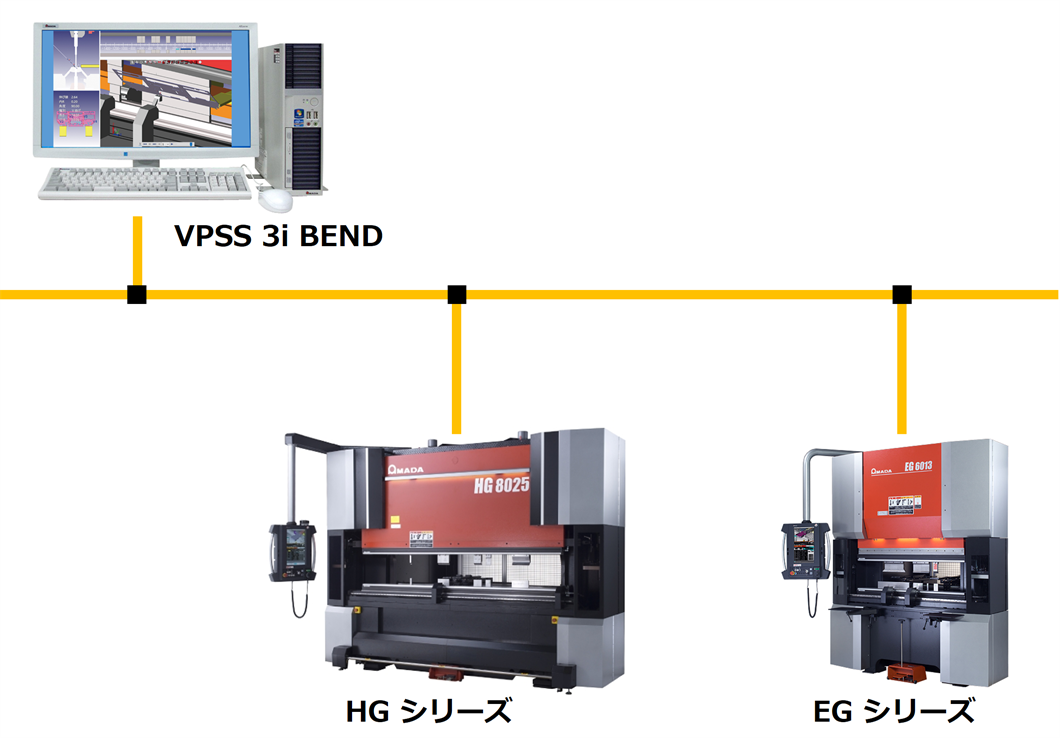
プログラムと紐づくベンディングネットワーク
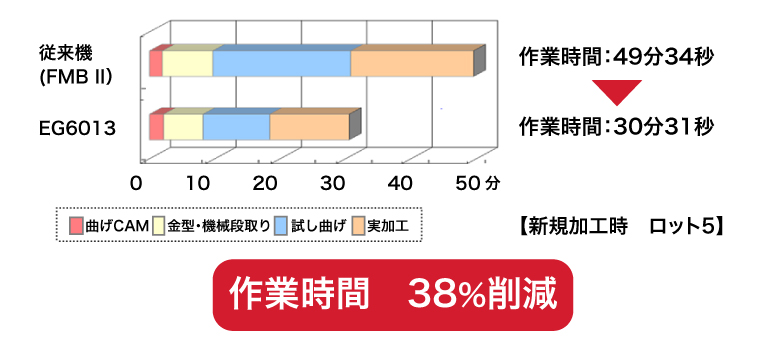
「荷重制御」によるリードタイムの短縮例
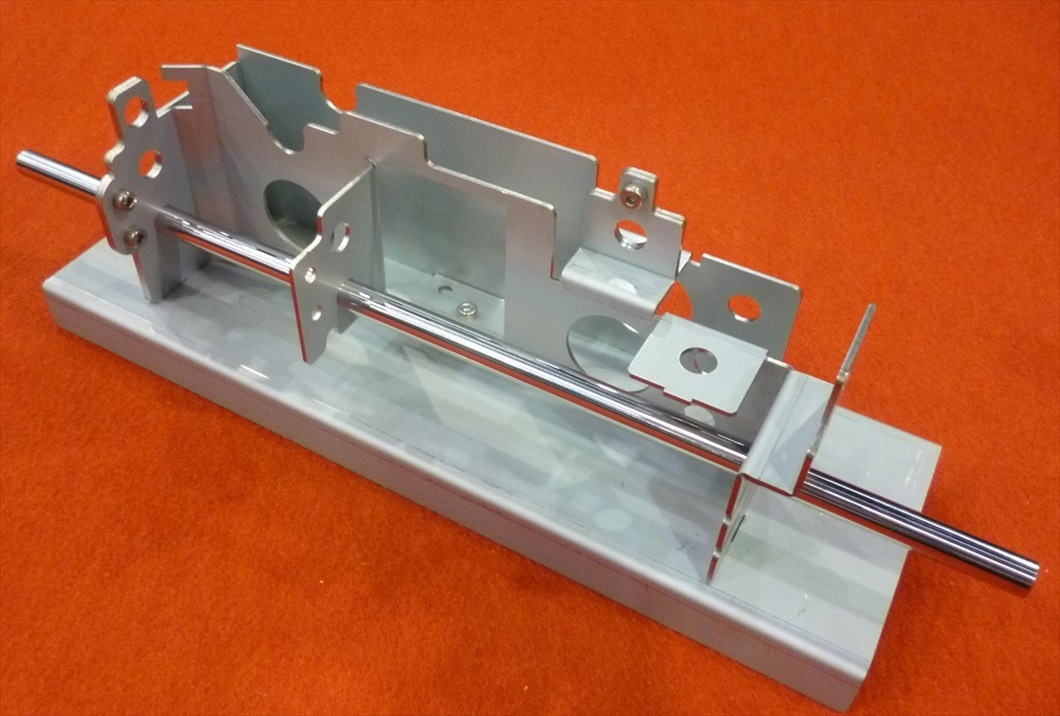
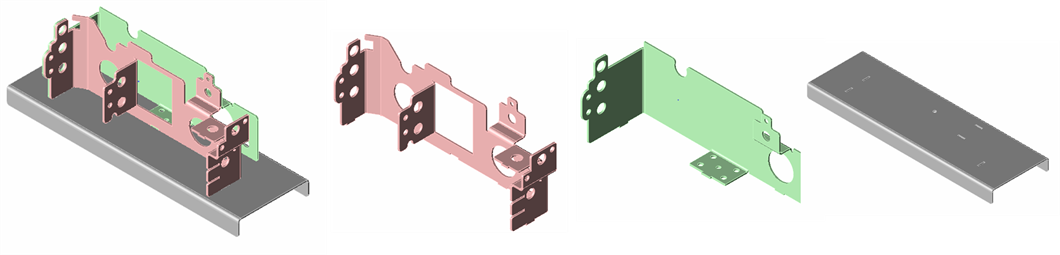
ギア・ローラーユニット
左の製品は、展開した3枚の板から加工しています。穴のあるフランジを含め、「荷重制御」で曲げ加工を行いました。
軸受穴に通した丸棒が、ガタなく貫通できるほど精度良く加工ができます。
従来は、切削加工による軸受加工を行うか、板金であれば、曲げ後、追加工によって通し穴を加工する方法が一般的でした。
「荷重制御」を用いることで、試し曲げが不要になるとともに、スキルレス加工が可能になることで、コストダウンや納品までのリードタイムの短縮、板金化による軽量化のニーズに応えることが可能です。
※「荷重制御」はアマダのベンディングマシン HG、EGシリーズに標準で搭載されている機能です。