溶接部の不良削減
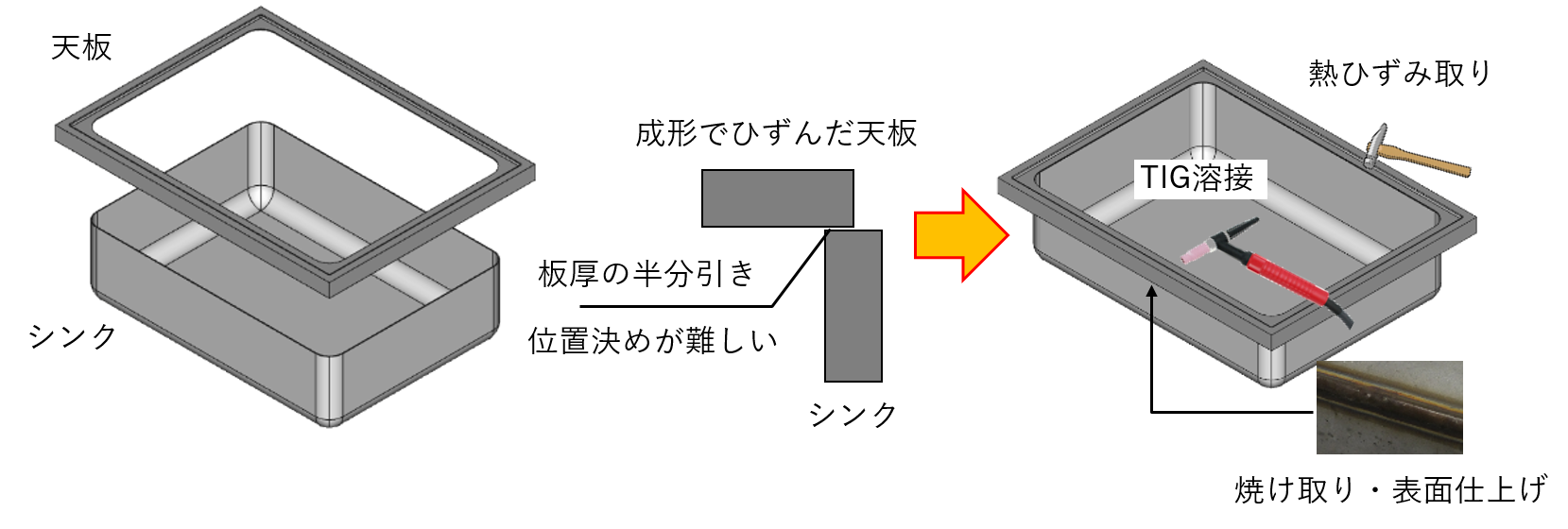
シンクの天板は水切り用の成形加工があるため、ひずみが発生する場合があります。 成形でひずんだ天板をシンクと組み合わせて突合せ溶接する時に、 突合せの位置決めが難しく時間がかかります。 また、TIG溶接すると焼け取りや熱ひずみ取り作業に時間がかかります。
製品事例:シンク 材質 : SUS304 板厚 : 1.0mm

課題


すき間のある溶接は不良になりやすい
・シンクと天板の溶接時の突合わせ位置決め作業に時間がかかる。 ・溶接後のひずみ取りが大変。 ・ 溶接後の仕上げ作業を無くしたい。
解決策
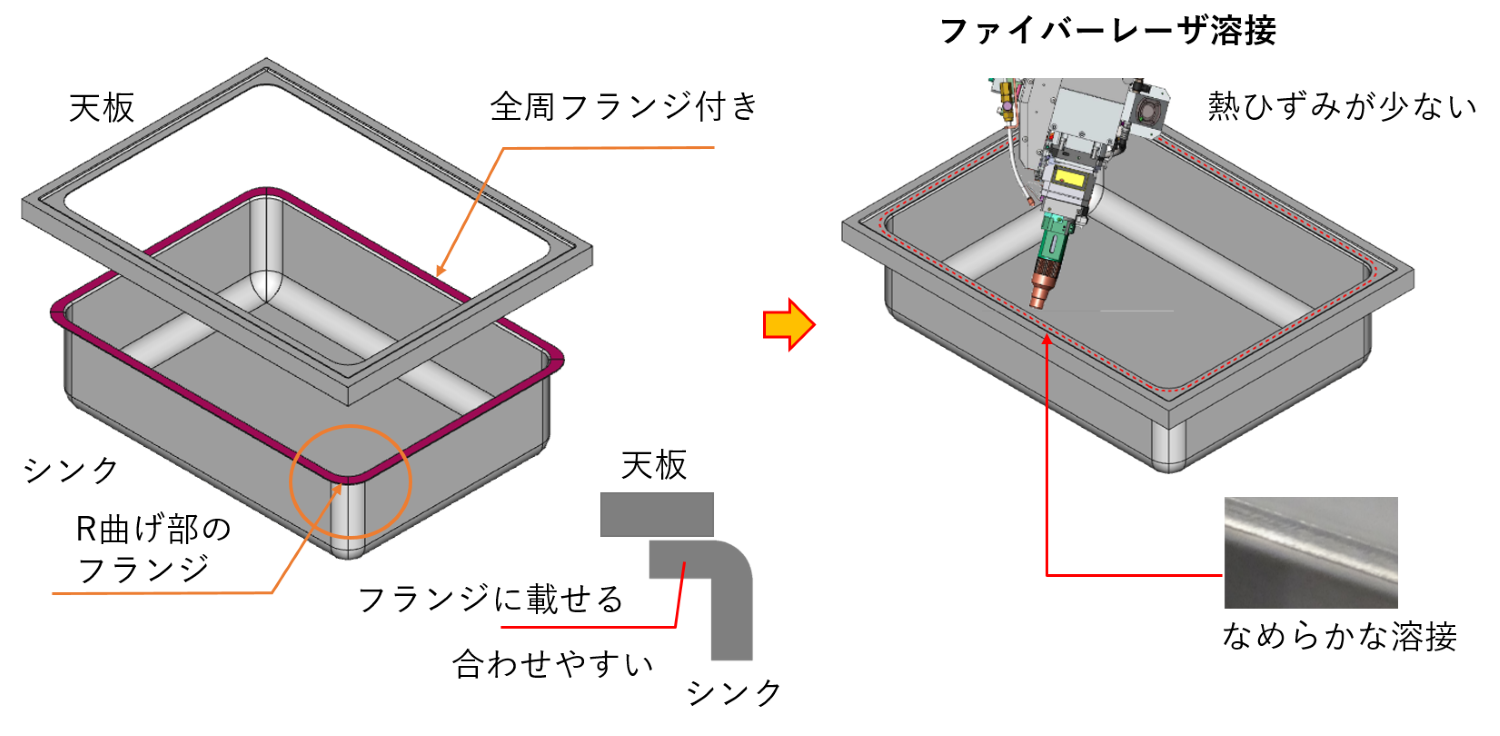
シンクのフランジ曲げ部で位置決め
シンク側にフランジを曲げ加工することで、溶接前の位置決め時間の短縮が図れます。 溶接はファイバーレーザ溶接を使い入熱を抑え、滑らかでひずみの少ない溶接が出来ます。
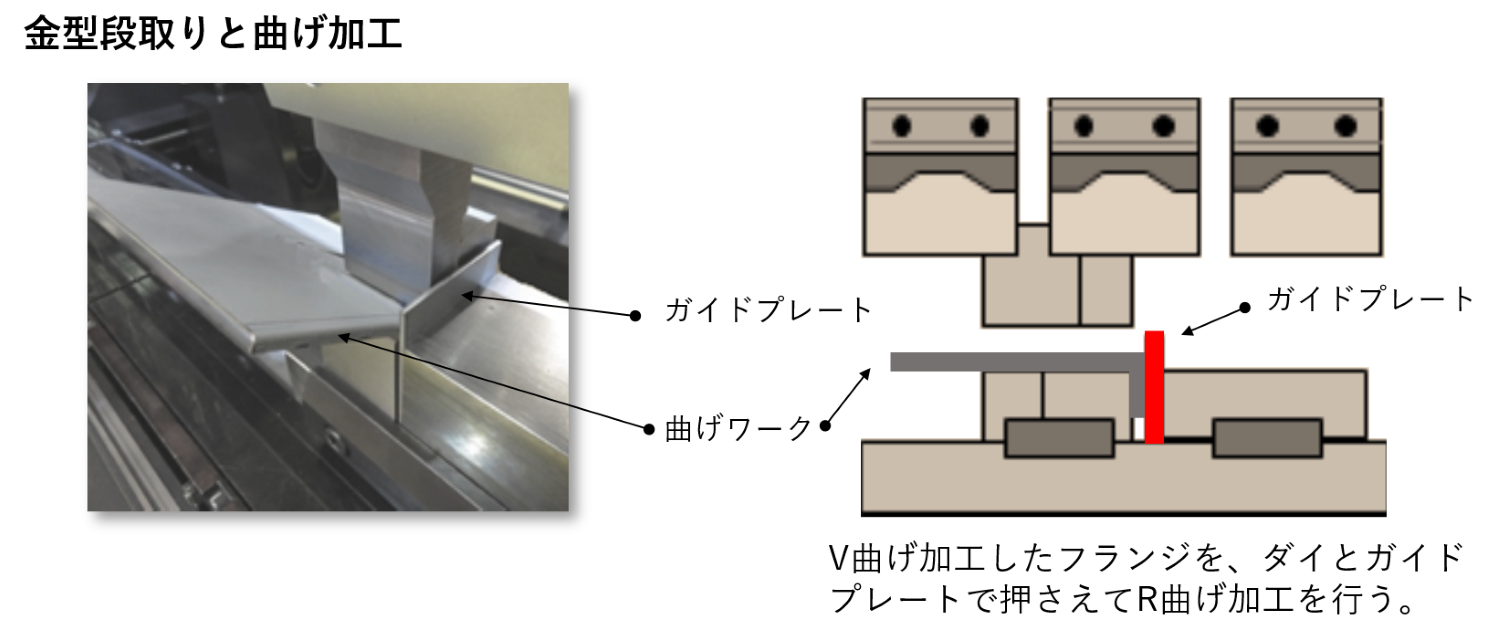
フランジ付きR曲げの加工方法
フランジの付いたコーナーR部は、フランジがついた状態でR曲げ加工を行います。 曲げ加工時、フランジ側にガイドプレートを金型ではさみ押さえることにより、 フランジがR曲げに沿ってきれいなRに仕上がります。
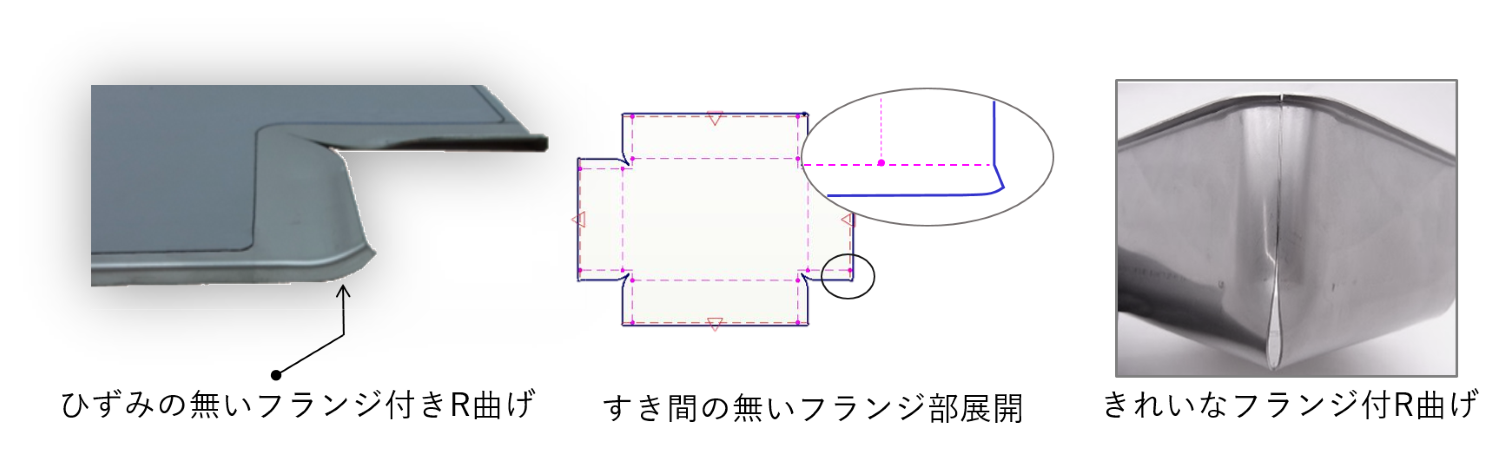
曲げ後の仕上がりと展開のポイント
ガイドプレートによって、きれいなフランジ付きR曲げが完成します。 また、フランジ突合せ部にすき間が発生しないよう展開図を考慮します。
フランジ付きR曲げ加工の動画

天板とシンクの溶接加工の動画

ご提案ソリューション