第6回
パンチング加工 (Part 2)
5-5. 成形加工
パンチング加工は、穴あけなどのせん断加工だけでなく、下図のような成形加工を行うことができます。成形形状に応じたパンチ・ダイの組み合わせにより、様々な成形加工が可能な点は、レーザ加工ではできないパンチング加工の大きな特長です。
代表的な成形形状

バーリング

ハーフシャー

エンボス

ノックアウト

ルーバー

ガイドレール
5-6. オートインデックス装置(金型角度自動制御装置)
プログラムにより金型を指定の角度に回転させることができるオートインデックス装置を使用することによって、少ない数の金型で複雑な展開形状の加工にも対応できます。
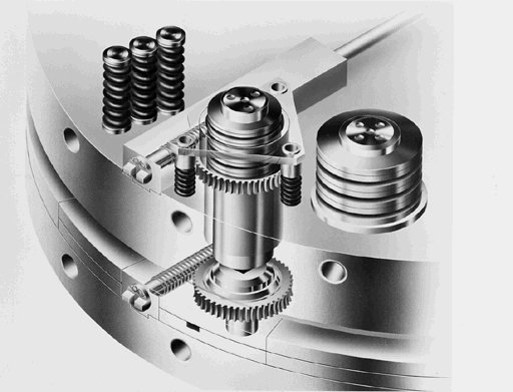
オートインデックス装置の仕組み
5-7. 搬入・搬出装置
従来、作業者が行っていた材料の出し入れを機械で行うことにより、作業者の工数削減と重労働からの解放に加え、さらに安全性を確保と、長時間の連続運転が可能になります。

NCTと自動搬入・搬出装置
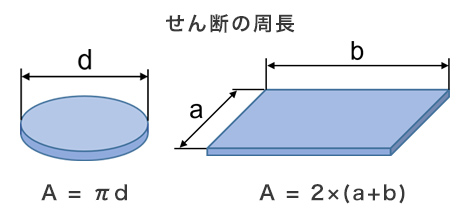
5-8. せん断力の計算方法
せん断力(P)は以下の式で求めることができます。
P = A × t × τ ÷ 1000 (kN)
P : せん断力 (kN)
A : せん断力の周長 (mm)
t : 板厚 (mm)
τ : せん断応力 (N/mm2)
※一般的に「 せん断応力(τ)≒0.8×引張応力 」です。
※「 せん断力=必要な加圧力 」です。
【打ち抜き力を計算してみましょう!】※答えは最下部にあります
- SS400 t1.2をΦ30で打ち抜くために必要な加圧力は何kNか?
(SS400の引張応力は450N/mm2とする) - SS400 t2.3をΦ50で打ち抜くために必要な加圧力は何kNか?
- SS400 t3.2をΦ100で打ち抜くために必要な加圧力は何kNか?
- SUS304 t2.0をΦ60で打ち抜くために必要な加圧力は何kNか?
(SUS304の引張応力は600N/mm2とする)
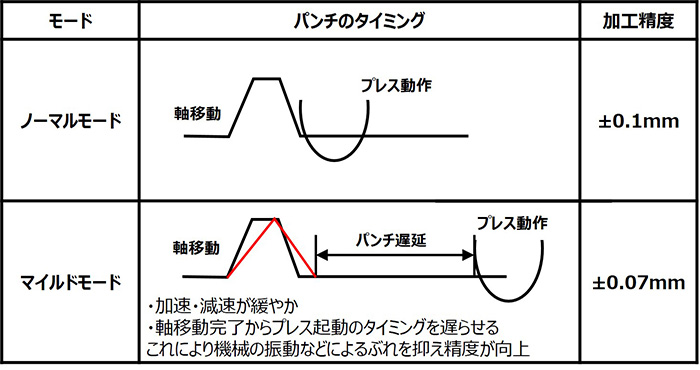
5-9. タレットパンチプレスの加工精度
加工精度はプレスモード(EMシリーズに標準)により異なります。
(参考値)
【打ち抜き力計算問題の答え】
- 30×3.14×1.2×450×0.8=40694(N) ≒ 41(kN)
- 50×4×2.3×450×0.8=165600(N) ≒ 166(kN)
- 100×3.14×3.2×450×0.8=361728(N) ≒ 362(kN)
- 60×3.14×2.0×600×0.8=180864(N) ≒ 181(kN)
※下線部はせん断の周長(mm)、太字がせん断応力(N/mm2)の計算です