第14回
溶接加工
溶接による接合は、ボルトなどによる接合と比べ、様々な形の製品に対応でき、締結部品も不要といった利点がある反面、局部的な加熱冷却により、ひずみが発生するといった短所もあります。
10-1. 溶接法の分類
溶接は、金属の特性を利用する接合法(冶金的接合法)です。ひと口に溶接といっても種々の溶接法があり、それぞれに特徴があります。溶接は、加熱の方法をどうするか、溶けた金属を空気からどのようにシールドするかといった方式の違いで分類されます。
板金製品は薄板主体で、材質も鋼板が多いため、TIG溶接や炭酸ガスアーク溶接、スポット溶接が多用されています。
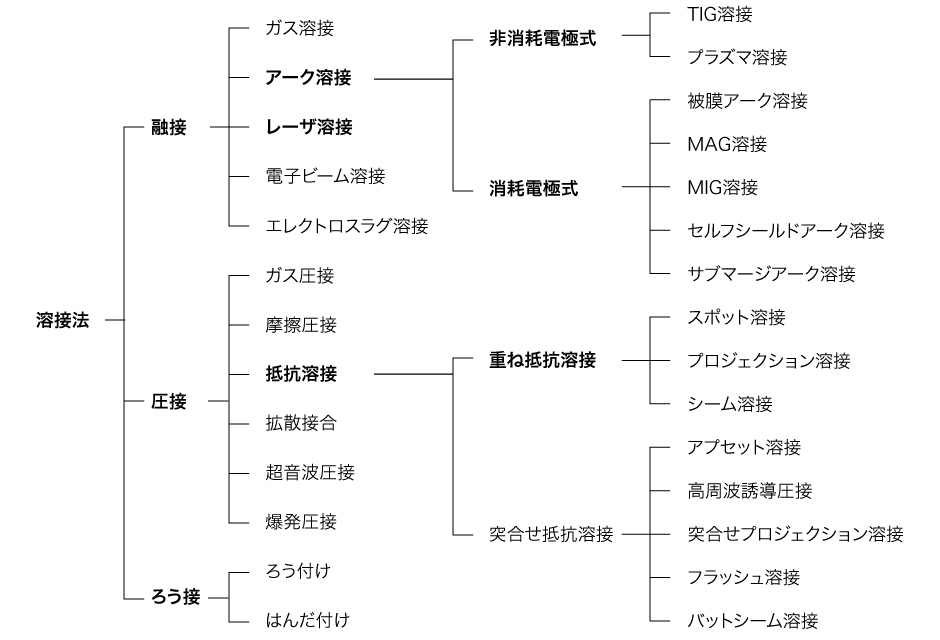
1. 融接
母材を局部的に加熱溶融し、接合する溶接法です。
2. 圧接
接合部を短時間に加熱し、機械的圧力を加えて接合する方法です。
3. ろう接
母材よりも融点の低い「はんだ」または「ろう」を用いて、母材を溶融しないで接合する方法です。
10-2. 各種溶接法
1. スポット溶接
抵抗溶接の中の代表的なものであり、薄板溶接の分野で広く利用されています。
金属に電流を通すと電気抵抗によって発熱します。スポット溶接は、この原理を利用したものです。2枚の金属板を電極で加圧しながら、短時間に大電流を流し、接合部を溶融させて点で溶接する方法です。
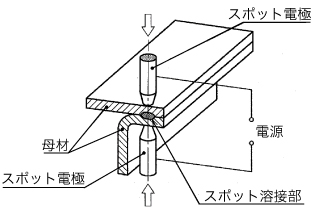
スポット溶接の仕組み
(1) スポット溶接の長所
- 通電時間が短いので、加熱部が通電部付近に限られ熱ひずみが発生しにくい。
- 作業者の熟練度をあまり必要としない。
- 溶接棒が不要で有害なヒューム(煙状の粉塵)が発生しない。
(2) スポット溶接の短所
- 溶接条件が適正でないと剥れが発生する。そのため、試し溶接による強度確認が必要である。
- 気密構造の製品がつくれない。
(3) スポット溶接の3要素
スポット溶接の3要素とは、溶接電流・通電時間・加圧力です。
これらの条件は互いに関係しあい、電極形状を含め母材の材質や板厚に合わせ、溶接条件を設定する必要があります。

スポット溶接機
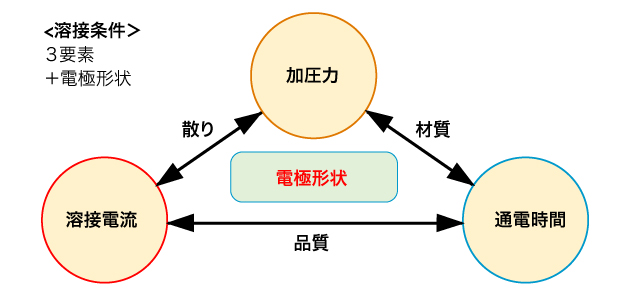
スポット溶接の3要素
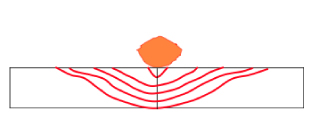
2. TIG溶接(Tungsten Inert Gas Arc溶接)
アルゴンやヘリウムの不活性ガス雰囲気中で、溶けて消耗しないタングステン電極と母材間に発生させたアークの熱で材料を溶融し、溶接を行う溶接法です。必要に応じ、溶加棒(溶接棒)をアーク下の溶融池に差し込んで肉盛りします。
(1) TIG溶接の長所
- 不活性ガス雰囲気中で溶接を行うため、ほとんどの金属に対して高品質な溶接ができる。
- スパッターの発生が少なく、ビード外観が良好である。
- 小電流から安定したアークを発生させることができ、薄板の溶接に適している。
(2) TIG溶接の短所
- 溶接速度を速くすることができない。
- 厚板の溶接には不向きである。
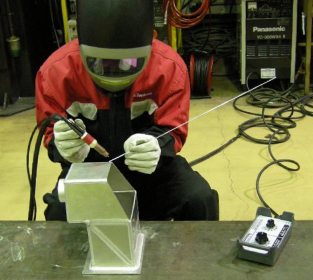
TIG溶接
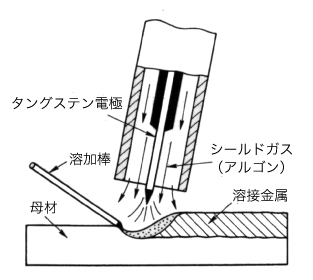
TIG溶接の仕組み
3. 半自動溶接
コイル状に巻かれた母材に近い成分の溶接用ワイヤが、送給モーターにより溶接トーチノズル部に自動的に送給されます。溶接用ワイヤに通電して母材との間に発生させたアークの熱で、母材およびワイヤを連続的に溶融させ、母材を接合します。
3-1. 炭酸ガスアーク溶接(CO2アーク溶接)
シールドガスに炭酸ガスを使用する代表的な半自動アーク溶接法で、主に中厚板の鋼材の溶接に用いられます。
(1) 炭酸ガスアーク溶接の長所
- TIG溶接と比較して溶接速度が速い。
- 炭酸ガスは、アルゴンガスなどの不活性ガスより安価です。
(2) 炭酸ガスアーク溶接の短所
- アルミニウムなどの非鉄金属は溶接不可。
- スパッターの発生が多い。
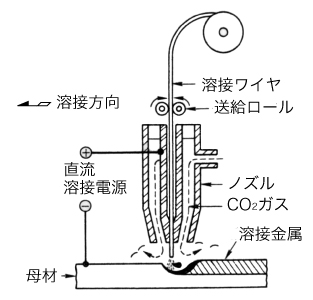
炭酸ガスアーク溶接の仕組み
3-2. MIG溶接(Metal Inert Gas Arc溶接)
溶接機器は炭酸ガスアーク溶接のものと類似ですが、シールドガスにアルゴン、ヘリウムなどの不活性ガスを使用する点が異なっています。
スパッターの発生が少なく、ビード外観が良好です。アルミニウムやステンレスなどの溶接に用いられます。
3-3. MAG溶接(Metal Active Gas Arc溶接)
溶接機器はMIG溶接と同じですが、シールドガスに不活性ガス(アルゴンなど)と炭酸ガスとの混合ガスを使用する点が異なっています。
小電流から大電流までアークが安定しているため、薄板から厚板までの鋼材の溶接に用いられます。
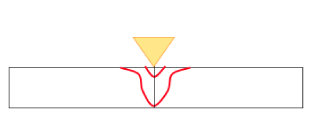
4. レーザ溶接
レーザ光を材料に照射し、母材同士を溶融接合させる方法です。深い溶け込みが得られます。また、他の溶接方法と比べ母材への入熱が少ないため、熱ひずみの発生や焼けの少ない溶接が可能です。YAGレーザ、ファイバーレーザ、ディスクレーザなどがあります。
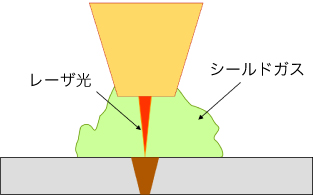
レーザ溶接のイメージ
| 照射状態 | 熱エネルギー分布 | |
|---|---|---|
| レーザ溶接 | 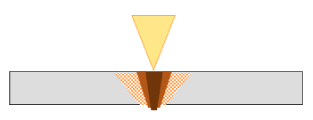 レーザ光エネルギー |
 |
| TIG溶接 | 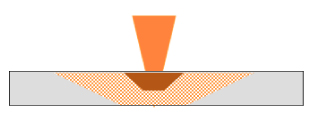 放電エネルギー |
 |

ファイバーレーザ溶接システム
| 溶接法 | TIG | CO2 | MIG | MAG | レーザ | |
|---|---|---|---|---|---|---|
| 板厚 (mm) |
~1 |  |
 |
 |
|
|
| 1~3 | |
|
|
|
|
|
| 3~6 | |
|
|
|
発振器出力による |
|
| 6~ | |
|
|
|
発振器出力による |
|
| 材質 | 鉄、SUS、Al | 鉄 | 鉄、SUS、Al | 鉄 | 鉄、SUS、Al | |
| コスト | 設備 | |
|
|
|
|
| 消耗品 | |
|
|
|
|
|
| 美観 | |
|
|
|
|
|
| 溶接速度 | |
|
|
|
|
|
| 作業の容易性 | |
|
|
|
|
|