第16回
検査・測定
測定は加工をするとき必要な作業です。各工程で寸法を測定することが不良品をなくすことに役立ちます。
測定器によって用途や測定精度が異なるので、用途に適した測定器を使用し、正しい測定をする必要があります。
12-1. 長さ測定器
1. 鋼製直尺
一般にスケールと呼ばれているもので、JIS B 7516にて1級と2級の規格が決められています。
鋼製直尺の精度(長さの許容値)はJIS1級品で500mmで±0.15mm、1mで±0.2mmです。
長さは 150、300、600、1000、1500、2000mmの6種類があります。

出典:シンワ計測
2. 鋼製巻尺
(コンベックスルール)
一般にコンベックスと呼ばれているもので、JIS B 7512にて1級と2級の規格が決められています。
長さは0.5m~200mまでさまざまな長さがあります。
鋼製巻尺の精度(長さの許容値)はJIS1級品で500mmで±0.25mm、1mで±0.3mmです。
材料の長さを測ったり、NCTやレーザ加工機で部材取りの位置を確認する時などに使用します。
フックを引っ掛けて板の長さを測る「引っ張る」と、フックを押し付けて穴の深さを測る「押し付ける」の使い方があります。フックの厚み分の誤差を補正するため、フックにはガタがあります。

コンベックスルール
3. ノギス
ノギスはJIS B 7507にて規格が決められています。
ノギスの精度(指示値の最大許容誤差)は500mmで±0.11mm、1mで±0.15mmです。
加工現場では広く使われています。加工品の外側、内側、深さ測定ができます。
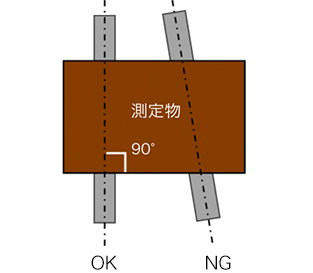
正しく測定するためには、ワークに当てるときのノギスの角度が重要です。
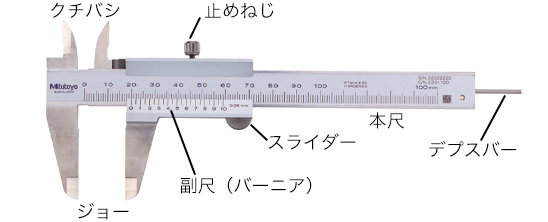
バーニア式ノギスの各部の名称
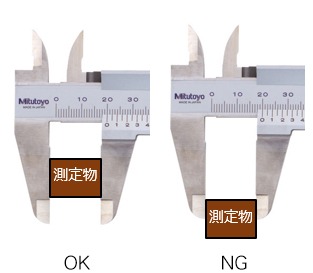
ノギスのあて方
■ノギスの目盛りの読み方
ノギスは、本尺と副尺(バーニヤ)に目盛りがつけられています。
その読み方は
- 副尺のゼロの位置が本尺目盛りのいくつといくつの間にあるかを読みます。
(下図の場合は、31と32の間にあります) - 本尺の読みと副尺の読みを足して測定値を出します。
(本尺31mmで、副尺0.2mmなので合計31.2mmとなります)
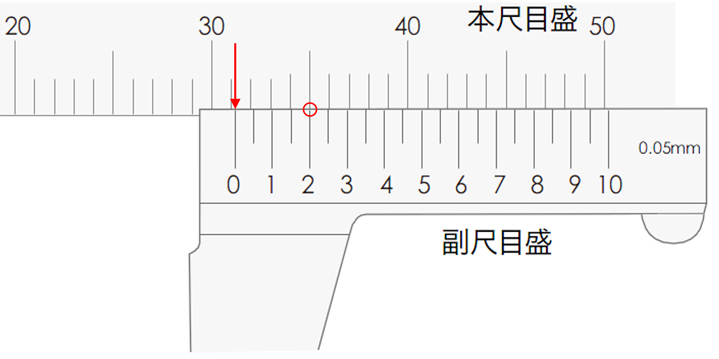
目盛りの読み方
4. マイクロメーター
マイクロメーターはJIS B 7502にて規格が決められています。
マイクロメーターの精度(指示値の最大許容誤差)は100mmで±3μm(3/1000mm)です。
測定対象に応じていくつかの種類がありますが、外側マイクロメーターが代表的です。
通常0.01mm単位で測定できます。
板厚のバラツキなどの精密測定に用います。
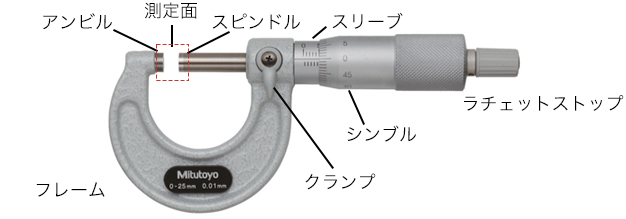
出典:ミツトヨ
5.ハイトゲージ
ノギスを立てたようなもので、定盤上で使用し、高さの測定に用います。ハイトゲージはJIS B 7517にて規格が決められています。
ハイトゲージの精度(指示値の最大許容誤差)は500mmで±0.10mmです。
測定子先端には、超硬がついているので、ケガキも可能です。

ハイトゲージ
12-2. 角度測定器
1. 直角定規(スコヤ)
一般にスコヤと呼ばれているもので、JIS B 7526にて規格が決められています。
平型、台付き、刃型、I型の4種類が規定されており、平型には1級と2級の企画が決められています。
曲げ加工などで直角度測定に用います。

平形スコヤ

台付きスコヤ
出典:トラスコ
2. プロトラクター
度器のことです。副尺を使って分単位で角度を読み取れるマイクロプロトラクターやデジタル表示のデジタルプロトラクターなどがあります。

プロトラクター
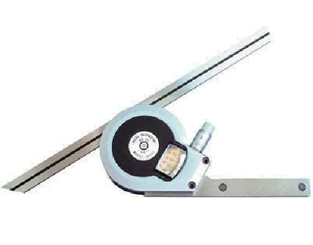
マイクロプロトラクター

デジタルプロトラクター
12-3. その他の測定器
1. ダイヤルゲージ
ダイヤルゲージは、ノギスやマイクロメーターとは異なり、比較測定器です。平行度など機械や製品の精度測定に使用します。

ダイヤルゲージ
2. すきまゲージ(シックネスゲージ)
文字通り、すき間を測るものです。
ノギスなどで測れない狭いすき間を正確に測ることができます。
写真は、0.03~3mmまでの13枚リーフのすきまゲージです。

シックネスゲージ
3. ピンゲージ
ピンゲージは、所定の寸法に作られた棒状をしています。
製品の穴に差し込んで、穴径が規格通りかどうかを判定するのに使用します。
ピンゲージの直径の呼び寸法は、原則として0.1mmから25mmまでの0.01mm段階の寸法となっています。

ピンゲージ