第18回 [最終回]
表面処理(めっき・塗装)
製品のめっき、塗装に入るといよいよ最終エ程です。板金エ場で、社内にめっき、塗装の設備を持っているところは少なく、他のめっき工場、塗装エ場に外注するところがほとんどです。
(鉄素地に工業用クロムめっきを施した場合)
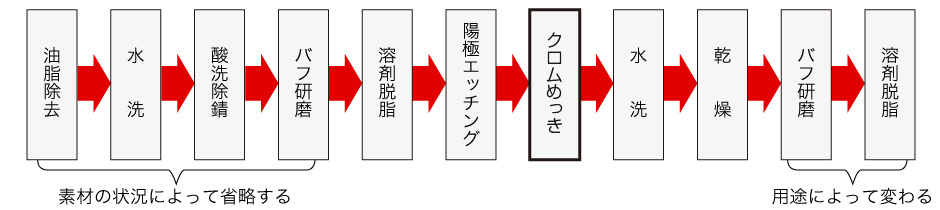
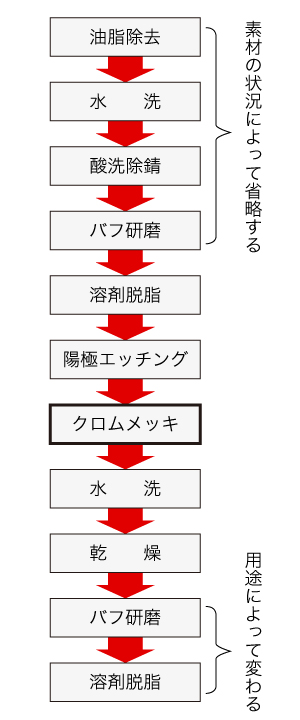
14-1. 前処理
めっき、塗装にあたっては、金属表面のスケール(酸化膜あるいは黒皮)、錆、ゴミなどを除去して(酸洗除錆)、付着した油脂分をとる(脱脂)などの前処理が必要となります。これを怠ると、めっきや塗装の密着性、耐久性に大きな影響を与えることになります。また、めっきされた表面が光沢を必要とする場合にバフ研磨が、梨地を必要とする場合には、ショットブラストなどの表面加工が必要です。
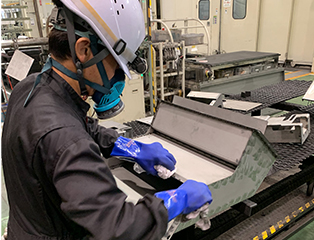
前処理作業
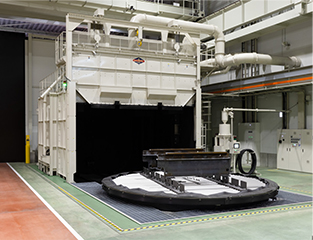
ショットブラストマシン
14-2. めっき
めっきは、①金属を腐食から防ぐ、②製品の外観価値を高める、③製品の機能性(電気伝導性、光反射性、はんだ付け性など)を高めるなどの目的で行います。
その方法としては、電気めっき、溶融めっき、化学めっきなどがあります。
めっきに用いられる金属も多様化しています。
| めっきの種類 | 用 途 |
|---|---|
| 銅めっき | 電気・電子部品(接点用端子等)、装飾めっきの下地めっき、電鋳・プリント基板・美術工芸品等 |
| ニッケルめっき | 装飾クロムめっきの下地めっき、自動車・家電・カメラ・時計部品・家庭用雑貨用品の防錆、装飾めっき、電鋳等 |
| クロムめっき | 装飾仕上げめっき、印刷口ーラー・プレス金型・機械装置・自動車・船舶部品など耐摩耗用の硬質クロムめっき |
| 亜鉛めっき | 自動車・家電、建築・雑貨等の防錆めっき、自動車・シームレスパイプ等の防錆とあわせた機能めっき |
| すずめっき | ブリキ板・釣針・食器・家庭用雑貨等の防錆めっき、カメラ・電子部品の機能めっき |
| はんだめっき | 電気・電子部品の防錆めっき、はんだ付性向上等の機能めっき |
| 貴金属めっき (金・銀・パラジウム等) |
時計・ネックレス・ブ口―チ等の装身具、食器・家具・仏具・神具等の装飾めっき、電子部品等の機能めっき |
| 合金めっき | 銅-亜鉛(真ちゅう)、銅-カドミウム、銅-すず(ブロンズ)、カドミウム-すず等 |
14-3. 塗装
塗装は、前処理、パテ付け・研ぎ、下塗り(錆止め)、中塗り(下ごしらえ)、上塗り、みがき仕上げの工程を通ります。最近では、塗装ロボットも使われ自動化が進んでいます。
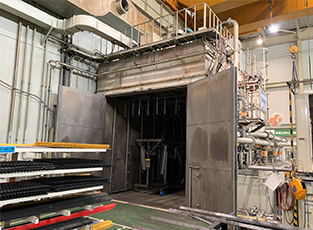
塗装ブース

塗装作業
| 塗装法 | 使 途 | 原 理 | 長 所 | 短 所 |
|---|---|---|---|---|
| エアスプレー塗装 | 最も一般的で多品種、少量の塗装に適する。 | 圧縮空気が当たって気化された塗料の粒子が、圧縮空気とともに飛んでいき塗着する。 | ◆塗装機が最も安価で操作も簡単。 ◆洗浄、色替えが容易 ◆作業スペースをとらない。 |
◆ミスト飛散が多く経済性が悪い。 ◆塗装面積が少なく作業効率が劣る。 |
| エアレススプレー塗装 | 大型構造物の大面積の内面塗装に適する。 | 高圧力を加えた塗料を小さい穴より噴出すると、細かい霧になって噴霧される。 | ◆飛散が少なく損失、汚れが少ない。 ◆塗装効率が良い。 ◆高膜圧塗装も可能。 |
◆微粒化がよくないため、薄膜塗装には不向き。 ◆洗浄、色替えも面倒。 |
| 静電塗装 | (自動式) 自動塗装ライン (手持ち式) 多種少量製品 |
アースされたワークと高電圧の塗料噴霧装置の間に静電界をつくり、帯電させた塗料の粒子をワークに塗着する。 | ◆塗着効率が良く、塗料ロスが少ない。 ◆凹部の回り込み性が良く工程短縮となる。 |
◆専用塗料が必要。 ◆高電圧の危険性。 |
| 粉体塗装 | 厚膜で耐久性があり硬くて耐摩耗性があるため、建材など種々の製品に広く使われる。 | 粉体塗料粒子を帯電させアースされたワークに吹き付けると電気的に付着する。これを焼付炉で加熱溶融する。 | ◆有機溶剤を含まない。 ◆厚膜塗装が可能。タレがない。 ◆塗料を回収、再利用できる。 |
◆設備に費用がかかる。 ◆薄塗りが難しい。 |
| 電着塗装 | 複雑なワークのすき間まで塗装して防食性を高める。自動車ボディー・電気機器などの製品に適する。 | エポキシ系などの水溶性の塗料の中にワークを浸して通電し、塗料をワーク表面に析出させ、焼付乾燥させる。 | ◆塗着効率が高い。 ◆膜厚のコントロールが可能。 |
◆設備費が高い。 ◆少量や色替えを必要とする塗装には向かない。 ◆タンク内の塗料が多くなる。 |
以上で全18回の板金基礎講座が終了となります。