第3回 展開長の求め方
第4編-1
第4編 展開寸法の求め方
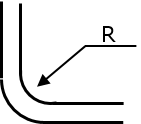
一般的に板金加工製品においては、曲げ部の半径(R)が小さい曲げでは外側寸法加算法により展開長さを求めます。また、曲げ部の半径(R)が板厚の5倍以上となる曲げでは、中立面基準法により展開長さを求めます。
1. 外側寸法加算法
1. 展開長の求め方
展開長の求め方は種々ありますが、外側寸法加算法が分かりやすく精度が高いので実務で多用されていて、実践的な方法です。
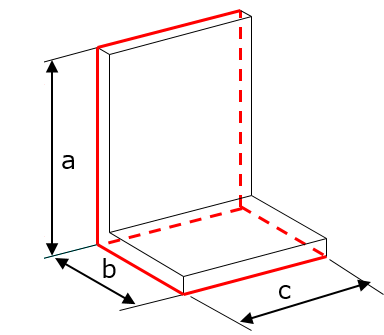
立体形状
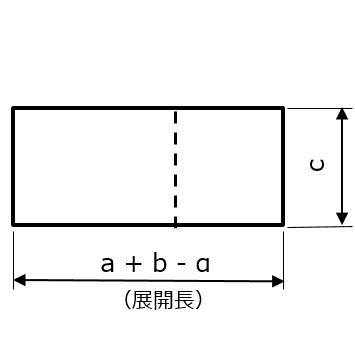
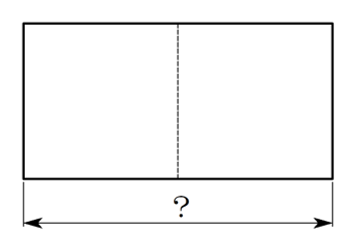
展開図
a,b,cは板の外側の寸法で外側寸法(外寸)といいます。(赤色部分)αは伸び補正値といいます。
αの求めかたは、曲げ加工前の展開長と、加工後の外側寸法(a+b)の差を計算することで求められます。
例えば下図のように、材料を曲げる前と後では材料の長さはどう変わるでしょうか。
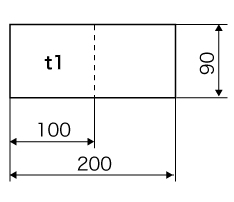


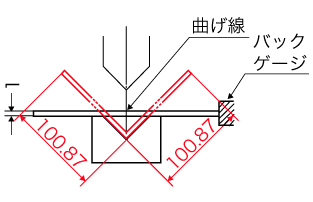
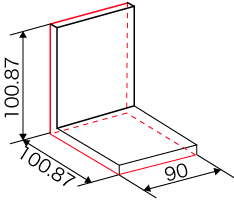
上図の様に板厚1mm、90mm×200mmの鋼板を90°に曲げたとき、縦100.87mm横100.87mmの長さとなったとします。縦横の長さを加えると201.74mmとなり、曲げ前の長さ200mmとの差は1.74mmです。この値が伸び補正値となります。
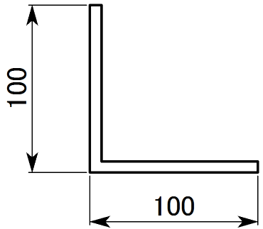
次に、上図のような縦横100mmのL形製品の展開寸法はどうなるでしょうか。
伸び補正値を1.74とすると
展開長さ=100+100-1.74=198.26(mm)
となります。
伸び補正値は、曲げ角度、材質、板厚、曲げダイのV幅の加工条件によって異なり各工場において実際に加工してデータを持っているのが一般的です。
これらの条件別に求めた伸び補正値表を、ページ末尾に示します。表はボトミング加工(底突加工と云い多く用いられている曲げ方法)の時のものです。
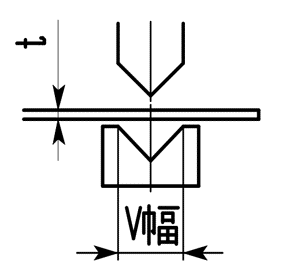
V幅は下表のように各板厚によって推奨値があるので参考にしてください。
| t | 0.5~2.6 | 3.1~8 | 9~10 | 12以上 |
| V | 6t | 8t | 10t | 12t |
また、伸び補正値は板厚のバラツキ、材質のバラツキ、曲げ方向がロール目に対して直角か平行か、等の要因によっても変化します。
伸び補正値表(90°曲げ)
■ SPCC
V t |
4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 25 |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.5 | 0.94 | 1.10 | ||||||||
| 0.6 | 1.08 | 1.24 | 1.38 | |||||||
| 0.8 | 1.34 | 1.48 | 1.64 | |||||||
| 1.0 | 1.60 | 1.74 | 1.90 | |||||||
| 1.2 | 2.00 | 2.16 | 2.30 | |||||||
| 1.6 | 2.64 | 2.80 | 2.94 | |||||||
| 2.0 | 3.30 | 3.44 | 3.58 | |||||||
| 2.3 | 3.64 | 3.80 | 3.94 | |||||||
| 3.2 | 5.32 | 5.46 | 5.60 | 5.96 |
■ SUS
V t |
4 | 6 | 8 | 10 | 12 | 14 |
|---|---|---|---|---|---|---|
| 0.5 | 1.04 | 1.26 | ||||
| 0.6 | 1.16 | 1.38 | 1.60 | |||
| 0.8 | 1.40 | 1.62 | 1.84 | |||
| 1.0 | 1.64 | 1.88 | 2.10 | |||
| 1.5 | 2.68 | 2.90 | 3.12 | |||
| 2.0 | 3.48 | 3.70 | 3.92 |
■ AL
V t |
4 | 6 | 8 | 10 | 12 | 14 |
|---|---|---|---|---|---|---|
| 0.5 | 0.80 | 0.88 | ||||
| 1.0 | 1.38 | 1.48 | 1.60 | |||
| 1.5 | 2.18 | 2.28 | 2.38 | |||
| 2.0 | 2.90 | 2.98 | 3.08 |
この伸び補正値は、ボトミング90°曲げの時の値です。
材料や金型、曲げ条件により値が異なるため参考値としてください。