第12回 バリの方向
第5編-1
第5編
展開に必要なパンチング加工
および曲げ加工の知識
1. バリの方向
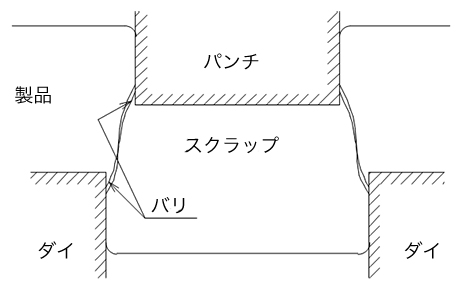
材料をせん断(打ち抜き)加工すると下図のようになります。
製品の切り口は下図のように4つの部分に区分することができます。
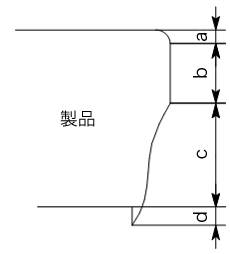
- a. ダレといわれる面で、工具が材料に食い込んで材料が引っ張り込まれた部分です。ダレの部分はなるべく小さい方が良く、クリアランスが小さいとダレも小さくなります。
- b. せん断面といわれる面で、大きなせん断ひずみを受けた部分です。工具側面で擦られるため、バニッシュ加工と同じ光沢のある平滑で奇麗な面が形成されます。
- c. 破断面といわれる面で、クラック(割れ)によって破断して現れた結晶粒が、微少な凹凸となる面をいいます。
- d. バリ(かえり)といわれ、せん断過程で発生する残留物でできた凹凸をいいます。刃先が摩耗していたり、クリアランスが過大、または過小の場合にこの凹凸が大きくなります。
板金製品を素手で持つと、バリでケガをすることがあるので注意が必要です。
そのため、図面には「バリなきこと」または、「バリ方向は内側のこと」などの注意書きが記載されます。
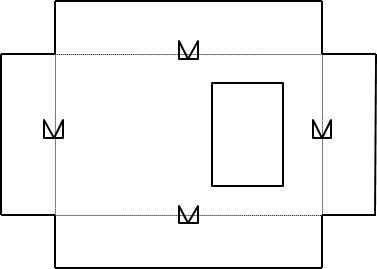
箱物製品で「バリ方向は内側のこと」と記載されている場合は、曲げ加工の方向に注意が必要となってきます。
例えば、下図の板を手前側に曲げる「谷曲げ」の場合は、バリ方向は外側になってしまうため、反対側に曲げる「山曲げ」を行う必要があります。
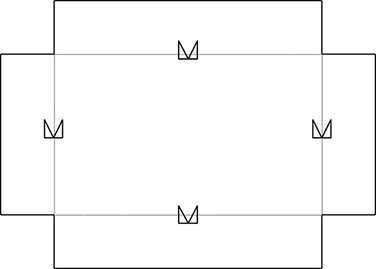
バリ方向は外側になる
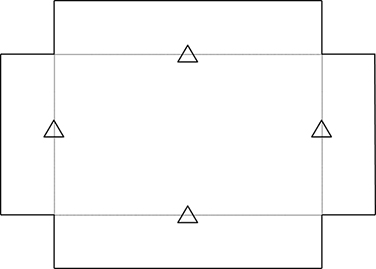
バリ方向は内側になる
展開図は、左右非対称の板で手前側に曲げる「谷曲げ」の場合は、バリ方向は当然、外側になってしまうため、板を反転した状態の絵に変換する必要があります。
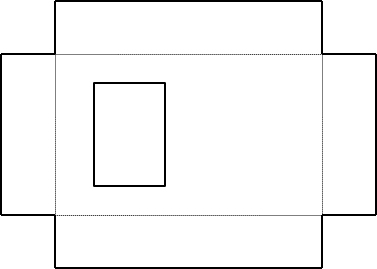
非対称の形状の場合


反転した状態で展開図を作成