第14回 折り曲げ割れ、最小フランジ寸法
第5編-3
第5編
展開に必要なパンチング加工
および曲げ加工の知識
4. 折り曲げ割れ
板金加工では、折り曲げによる割れが問題になることがあります。 例えば下の図aの場合、パンチが切り欠きの端面より中に入るので亀裂、変形が生じやすく、図bの異方向曲げの接点個所(矢印部分)も亀裂が生じやすくなります。
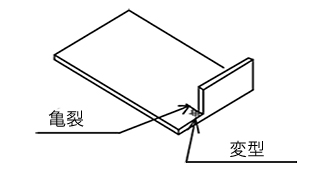
図a
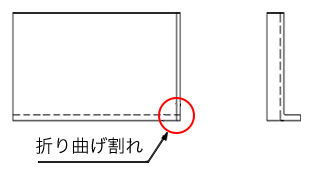
図b
部品図は完成状態を表わしており、折り曲げ防止の細かいところまで示していません。
展開する時は、部品図に示されていなくても、折り曲げによって当然予想される割れ現象に対しては、考慮しなければなりません。
割れ防止対策の例としては、下図のような丸穴、スリット加工があります。
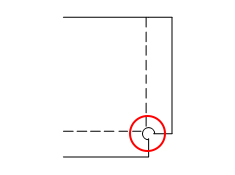
丸穴
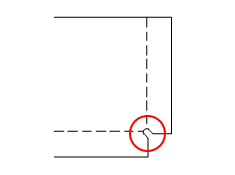
スリット
5. 最小フランジ寸法
曲げフランジ長さとは、下図のように曲げられた縁(高さh)のことをいいます。hが極端に短いと、正しい角度に曲がらないので注意が必要です。
最小フランジ寸法は、加圧力、ダイの肩Rなどにより異なりますが、一般的にはh=2t+iRとされています。
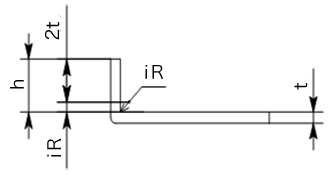
曲げフランジ長さh
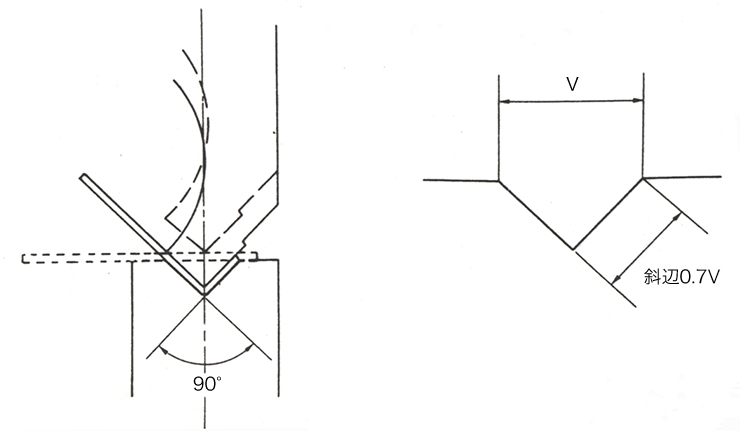
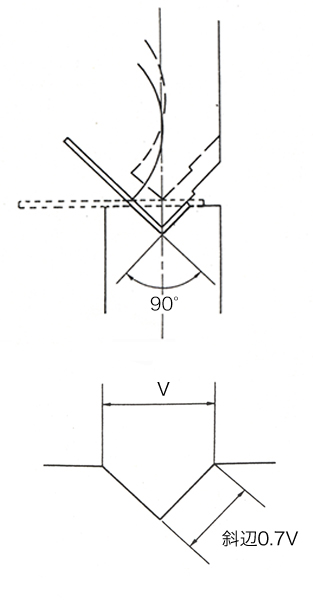
しかし、V曲げでは右図のようにV幅の大きさによっても制約を受けます。
ワークは図aのようにダイV幅の両方の肩に乗っていることが必要で、図bのように片側の肩だけに乗っていると、図cのようになり、正確な製品ができないばかりか、過大なスラスト力が発生し、金型や機械本体の破損の原因となることがあります。
加えて、パンチ破損による破片の飛散などで負傷する危険もあり、絶対にこのような加工は避けなければなりません。
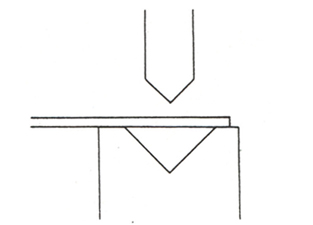
図a
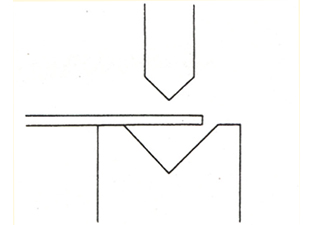
図b
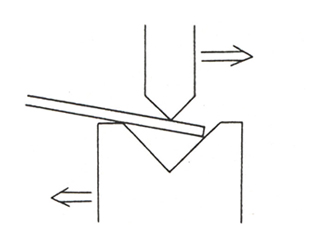
図c
従って、曲げ加工が終わった時点でも、材料はダイの両肩に接している必要があります。
言い換えれば、最小フランジ寸法を選定する目安として、V角度90°前後のダイを使用する場合は、ダイ斜辺の長さとすれば良いといえます。
ダイ斜辺の長さは
下図において(V/2)×  ≒0.7V
≒0.7V
例えば、V幅10mmでは最小フランジ寸法は7mmとなります。
最小フランジ寸法