第17回 表面粗さ
第5章
第5章 表面粗さ(表面性状)
モノの表面に触れてみると、なめらかな面もあれば、ざらざらした面もあります。なめらかな面が良いかというと必ずしもそうとは限りません。滑らないように安定性を高めるために、面を粗くすることもあります。また、なめらかな面が必要な場合でも、程度によっては加工コストが変わってきます。設計者は必要とされる機能と加工コストを考慮して、適した表面粗さを指示することが必要になります。また、図面寸法の単位は(mm)ですが、表面粗さの単位は(μm※1)を使います。
※1 μm:マイクロメートルは(mm)の1/1000
1. 基本図示記号
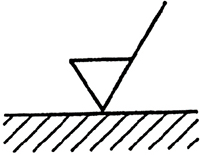
除去加工※2の有無を問わない場合
対象面を示す線に接して記入します。
※2 除去加工:表層部を除去する加工である切削や研削などの機械加工や、放電加工などがあります。
2. 除去加工の図示記号
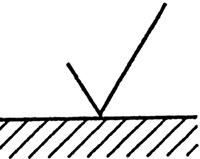
1) 除去加工をする場合
基本図示記号に横線を付けます。
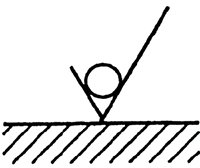
2) 除去加工をしない場合
基本図示記号に丸記号を付けます。
備考
この記号は、ある製作工程における工程図において、既に除去加工または他の方法で得られている前加工の状態を、そのまま残す指示に使用することができます。
1. 表面粗さの種類(表面性状パラメーター)
1. 算術平均粗さ(Ra)
指定された長さにおける凹凸差を平均する方法で、一般的に使用されます。平均値をとるため、キズなどの影響が小さくなります。
2. 最大高さ粗さ(Rz)
指定された長さにおいて、最も低い凹と、最も高い凸の部分の差をとる方法です。1つのキズがあっても問題となる場合に用いられます。
3. 十点平均粗さ(Rzjis)
指定された長さにおいて、最も低い凹から5番目までと、最も高い凸から5番目までの計10カ所の平均をとる方法です。
2. 表面粗さの記号
1. 古い記号表記
凹凸の基準を図面に指示するために「表面粗さ記号」が用いられます。 1994年JIS改正前においては、下記のように▽記号で表面粗さを指定しており、▽の数が多いほど表面の粗さが「なめらか」であることを表しています。
| 三角記号 | 仕上げ面 |
|---|---|
 |
鏡面仕上げ |
 |
微鏡面仕上げ |
 |
並仕上げ |
 |
粗仕上げ |
 |
仕上げ無し |
2. 2003年に現記号に改正
表面粗さは、「▽三角記号」から数値で規定できるように1994年に改正されました。そして上記の三角記号から2度の改正により、現在の記号が使用されています。
| 旧々記号 JISB0031:1982 |
旧記号 JISB0031:1994 |
現記号 JISB0031:2003 |
仕上げ程度 |
|---|---|---|---|
|
 |
 |
精密仕上げ。非常に精密な面。加工コストは高い。 バフ仕上げなどの専用の加工法により仕上げる。 |
|
 |
 |
上仕上げ。精密な仕上げ面。 穴や軸のはめあい面などに使用される。 |
|
 |
 |
並仕上げ。一般的な加工面。 旋盤やフライス盤などを使用して経済的に加工できる。 |
|
 |
 |
粗仕上げ。 加工はするが重要でない面などに使用する。 |
|
 |
|
生地。 除去加工しない。 |
昔の図面には旧記号が使われていますが、JISB0601の変遷により表面粗さのパラメータが変わっています。算術平均粗さ(Ra)は変わりませんが、最大高さ粗さ(Rz)、十点平均粗さ(Rzjis)の記号が変化しているので読み違いが無いように注意が必要です。
| 表面粗さの種類 | 1982年 | 1994年 | 2003年 |
|---|---|---|---|
| 算術平均粗さ | Ra | Ra | Ra |
| 最大高さ粗さ | Rmax | Ry | Rz |
| 十点平均粗さ | Rz | Rz | Rzjis |
3. 表面性状の要求事項
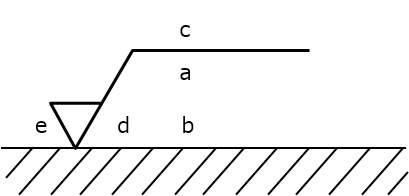
a:表面性状測定条件、表面性状パラメーター
b:二番目の表面性状測定条件、表面性状パラメーター
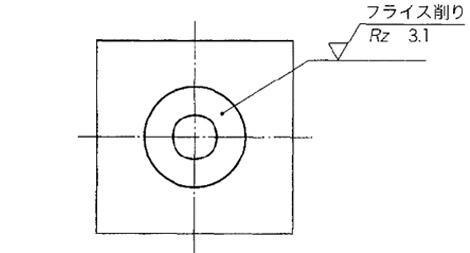
c:加工方法
d:筋目の方向
e:削り代
4. 図面記入方法
(a)
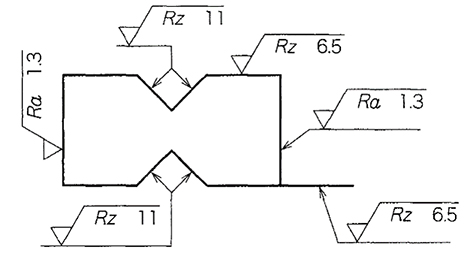
表面を表す外形線上に指示した表面性状の要求事項
(b)
引出線の使い方
1. 図面記入方法
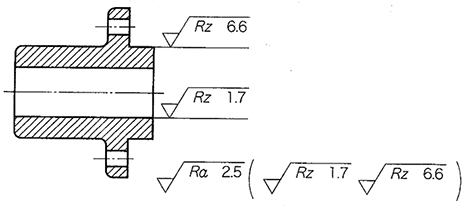
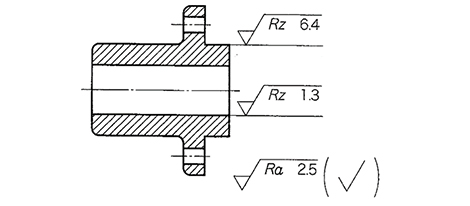
大部分の表面が同じ表面性状をもち、部分的に異なった表面性状の要求事項がある場合
共通でない図示記号を図のこれに該当する面上に記入するとともに、共通する図示記号の後に括弧を付けて基本図示記号だけを記入する[下図(a)]か、又は共通でない図示記号を列記します[下図(b)]。
(a)
(b)