- 汎用マシン
- NCスタッド溶接

高速供給&自動溶接。
プログラムは、SDDサーバーの図形データを元に
作成し、量産加工までの生産性が飛躍的に向上
します。
高剛性なマシンフレームと高精度位置決め装置を
有し、スタッドボルトの倒れや位置ズレといった、
お客さまが抱える加工課題を解決します。


手動から自動化へ そしてネットワーク対応へ
マシンも操作も大幅に進化
特長
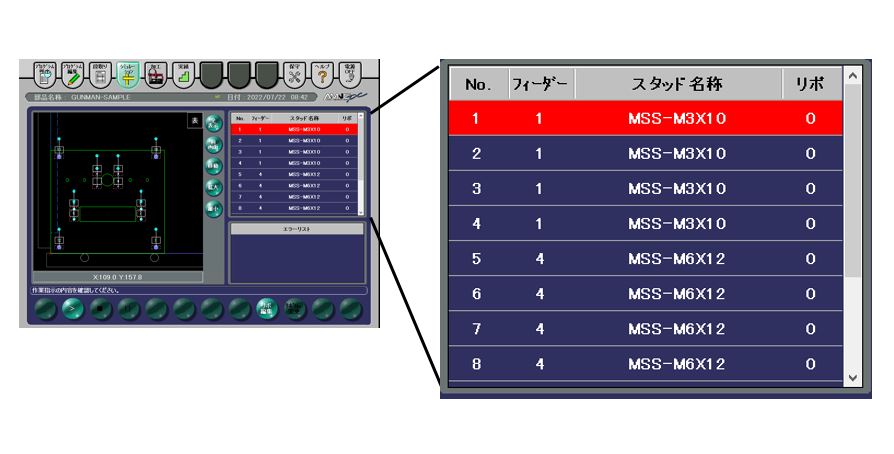
AMNC/PC搭載 タッチパネルによる簡単操作


■段取り工数の削減
ネットワークを介してSDDサーバーから図形データを読み込み、形状(マクロ・特型)へスタッドボルト自動割付。溶接条件(充電電圧)の自動設定が可能です。
プログラム作成時間を削減し、生産性を向上させます。
※タッチパネル上で座標入力によりスタッドボルトを配置することも可能
■製品加工不良の低減
シミュレーション機能により、製品加工時のミスを事前に防ぐことが可能です。
シミュレーションによるチェック項目:
・スタッドボルトとコレット等との干渉の有無
・同一フィーダーに異なるスタッドの指定の有無
加工精度・加工品質の安定
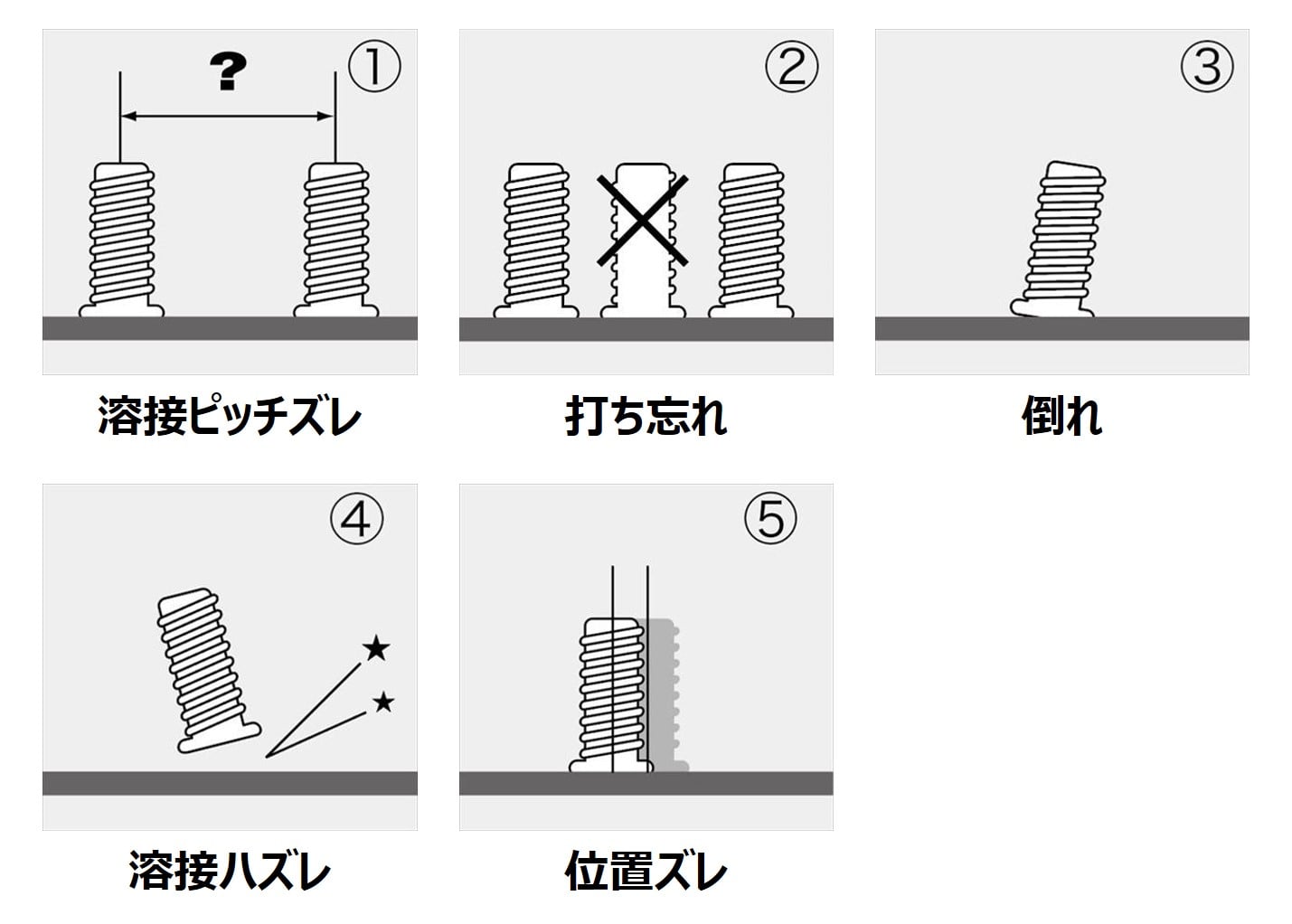
高精度NCと位置決め装置を搭載し、プログラムによる自動運転が実現。手作業では難しい位置決めを正確かつ高速に行い、溶接ピッチや位置のズレを解決できます。
溶接条件や加工個所、段取り情報は、プログラムとして管理が可能。量産加工時のスタッドボルト打ち忘れを防ぎます。
高生産性(スタッドボルトの連続溶接)
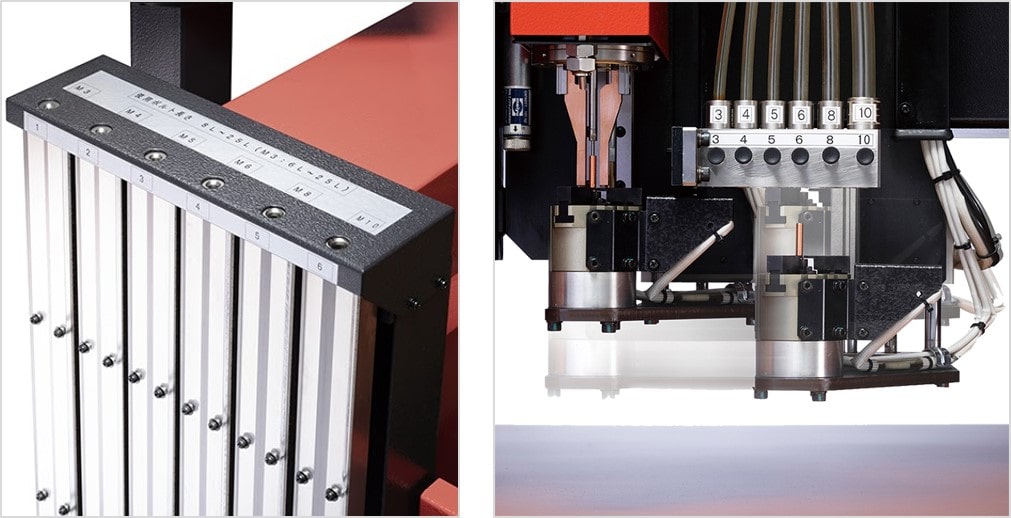
スタッドを装填する6連パーツフィーダー&マルチコレットを搭載。径が異なるスタッドボルトの加工コレットの段取り替えが不要。スタッドボルトの高速供給&連続加工で生産性を大幅に向上させます。
・供給可能ボルトサイズ(標準仕様):
M3、 M4、 M5、 M6(φ6)、 M8(φ8)、 M10(φ10)
※工場オプションにてパーツフィーダーのレーン変更可能
加工領域拡大(新型溶接電源)

溶接電源の性能向上により、M10(Φ10)までのスタッドボルトに対応しました。
対応スタッドボルト
・種類:CDスタッド ストレート形状のみ
・径 :M3~M10(Φ10)
・長さ:最大25mm(手動供給時は最大40mm)
・材質:鉄、SUS ※ALは不可
機能
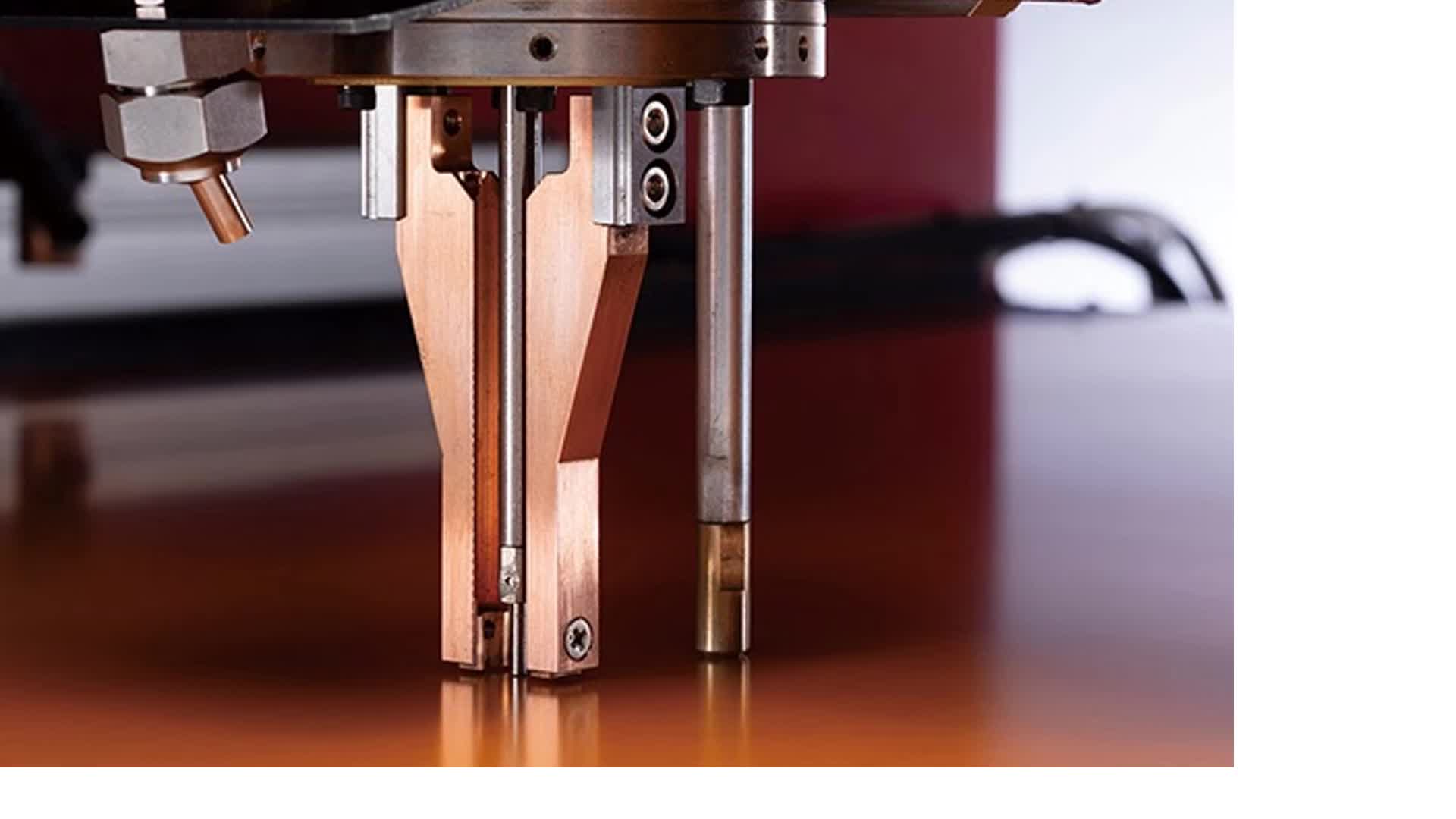
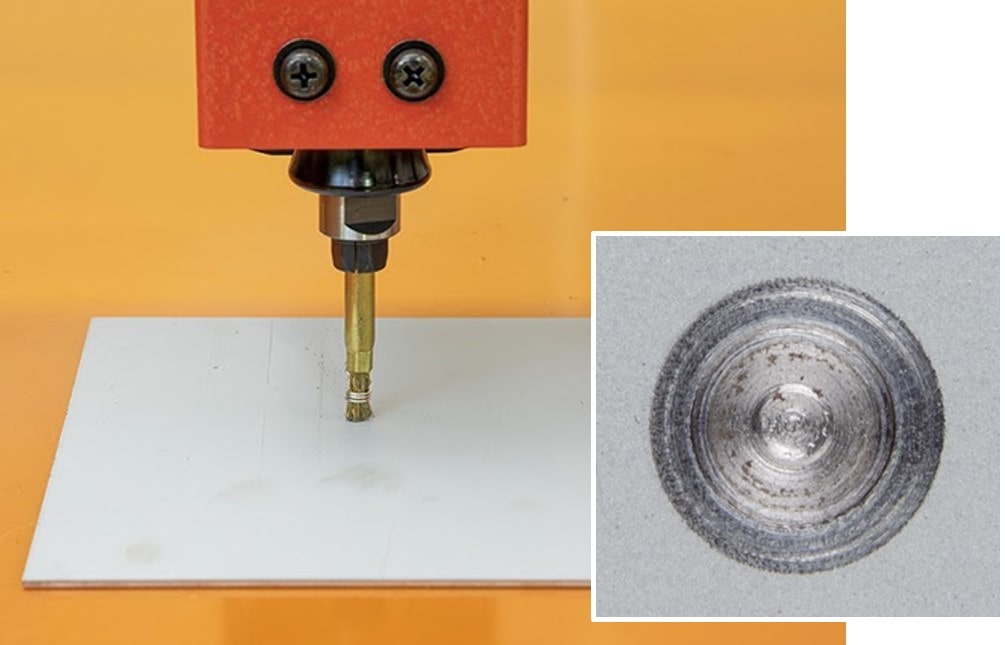
M10(Φ10)対応マルチコレット
開閉式のマルチコレット採用により、スタッド種類に応じたコレット交換が不要。段取り替えなく連続加工が行えます。
剛性が高く、スタッドボルトの倒れを抑制します。先端のチップのみの交換が可能なため、ランニングコスト削減に貢献します。

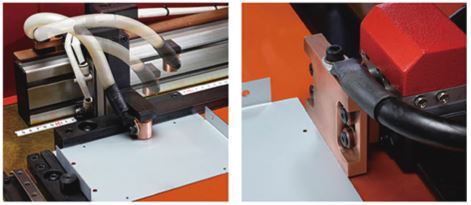
2種類の給電式クランプによるアース
溶接時のアースは、2種類4カ所あるクランプから取得。クランプ位置の調整や、ロック操作も容易に行えます。
製品表面が接するテーブルには、絶縁性の高いフェノール樹脂板を採用。鉄粉等による異常通電を防ぎ、美しい製品外観を得られます。
表面研磨ブラシユニット
電気亜鉛メッキ鋼板の表面を研磨することにより、溶接を安定させます。
仕様
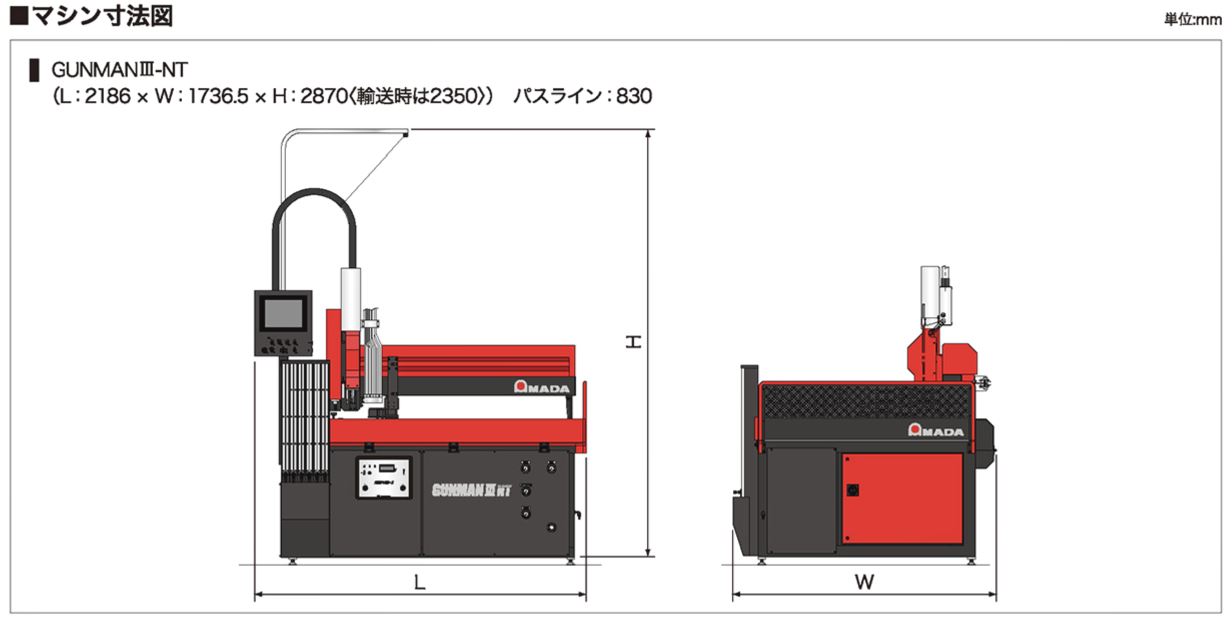
■マシン仕様
| 機種名 | GUNMANⅢ-NT |
|---|---|
| 型式名 | GUNMAN3NT |
| 加工ワークサイズ XxY (mm) | ブラシ未使用時:1100 x 1000 ブラシ使用時:1000 x 1000 |
| 加工ワーク材質 | SPCC・SECC・SUS |
| フィードクリアランス (mm) | 85 |
| 制御軸数 | 3軸(X、Y、Z) |
| 軸移動速度 (m/min) | X、Y:30 Z:24 |
| 位置決め精度 (mm) | ±0.2 |
| 溶接方式 | コンタクト方式 |
| 最小溶接ピッチ寸法 (mm) | M3使用時:12.5 M10使用時:16 |
| 溶接可能ボルトサイズ (mm) | M3 x 6~25 |
| M4 x 8~25 | |
| M5 x 8~25 | |
| M6(Φ) x 8~25 | |
| M8(Φ) x 8~25 | |
| M10(Φ) x 10~25 | |
| 25~40は手動供給 | |
| 操作画面 | AMNC/PC 12インチ タッチパネル |
| 加工データ | GUNMANⅢデータ、GM teamデータ、AP100図形データ |
| 1プログラム工程数 | 99工程 |
| データ保存 | ローカルまたはSDD |
| 定格1次電源 (V) | 単相200/220 |
| 定格周波数 (Hz) | 50/60 |
| 定格容量 (kVA) | 6.0 |
| エア容量 | 0.5MPa、150L/min |
| マシン質量 (kg) | 650 |