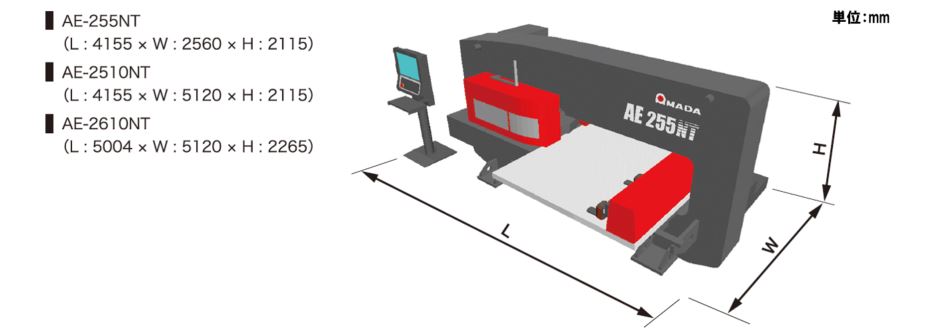
- コンパクト
- ACサーボ・シングルドライブ

高ヒットレートを実現しながら消費電力を抑えた、
ACサーボ・シングルドライブのNCTです。
4′×8′材対応機種として歴代トップの省スペース
設計ながら、大容量タレットを備え、高速安定・
高品質加工を実現。工程統合をも可能とする様々な
機能や環境に配慮した設計は、コストパフォーマンス
に優れた加工をご提供します。



コンパクト・エコロジー・インテリジェントなNCT
特長
高速安定加工の実現
カス上がりレス加工
カス上がりの少ない安定した高速加工が実現
ダイ内部の下方向に強力なエアを噴射し、抜きカスを下部へ吸引するパワーバキューム方式を採用。(小口径用カス上がり対策)。これにより、下降端の浅い加工(突っ込み量が1mm)を実現しました。
また、オプションのカスサクション装置を組み合わせることで大口径の加工にも対応します。
エアブロー金型+パワーバキューム方式
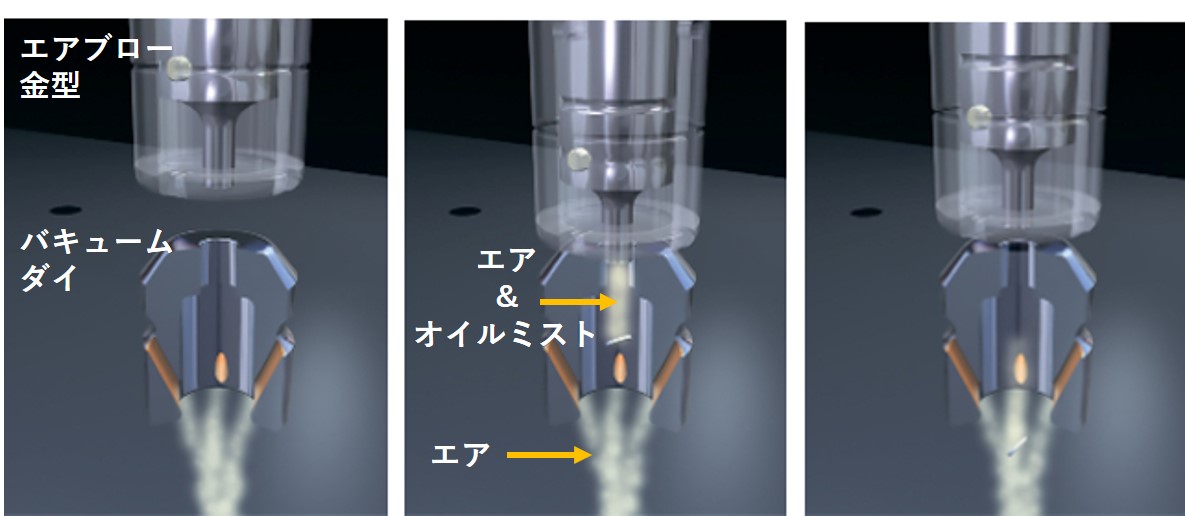
エアブロー金型により、打ち抜き時にエアとオイルミストを内部に供給し、溶着やカス上がりを防止します。
またパワーバキューム方式により、抜きカスを下部に吸引します。
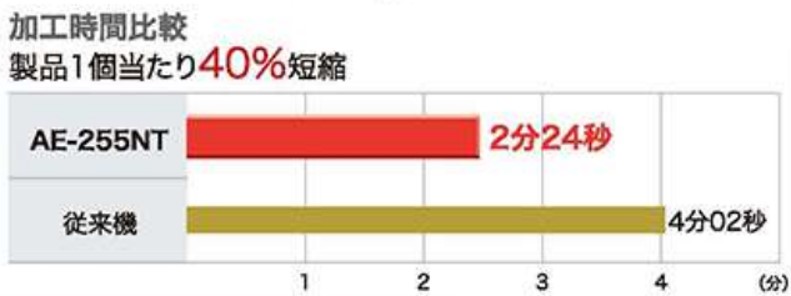
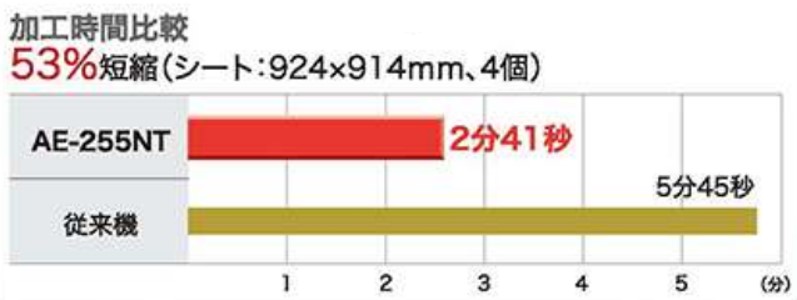
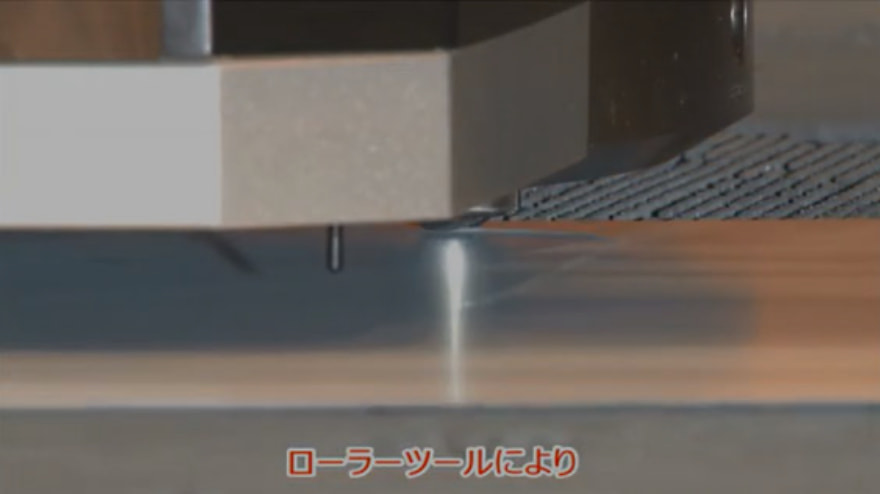
ファインコンタリング加工
特殊金型不要。レーザに匹敵する特殊&R形状加工
板厚以下のピッチでニブリング加工。これで従来必要だったヤスリ仕上げや特殊金型は、もはや不要。
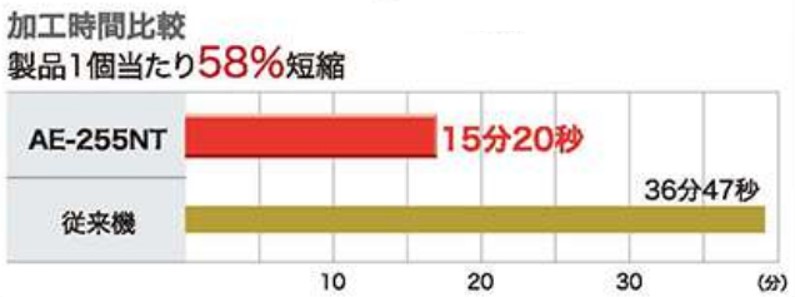
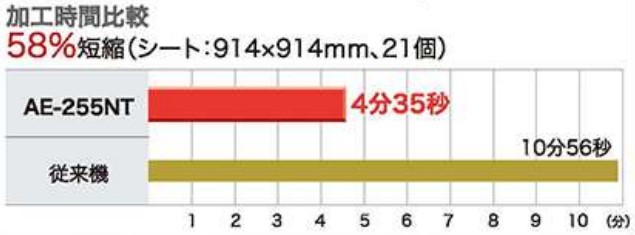
ヒット数が増えても超高速加工が可能なため、加工時間を大幅に短縮します。
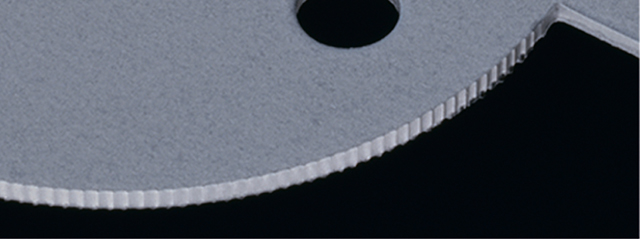
ヤスリがけ不要
特殊金型不要
エコロジー&コンパクト
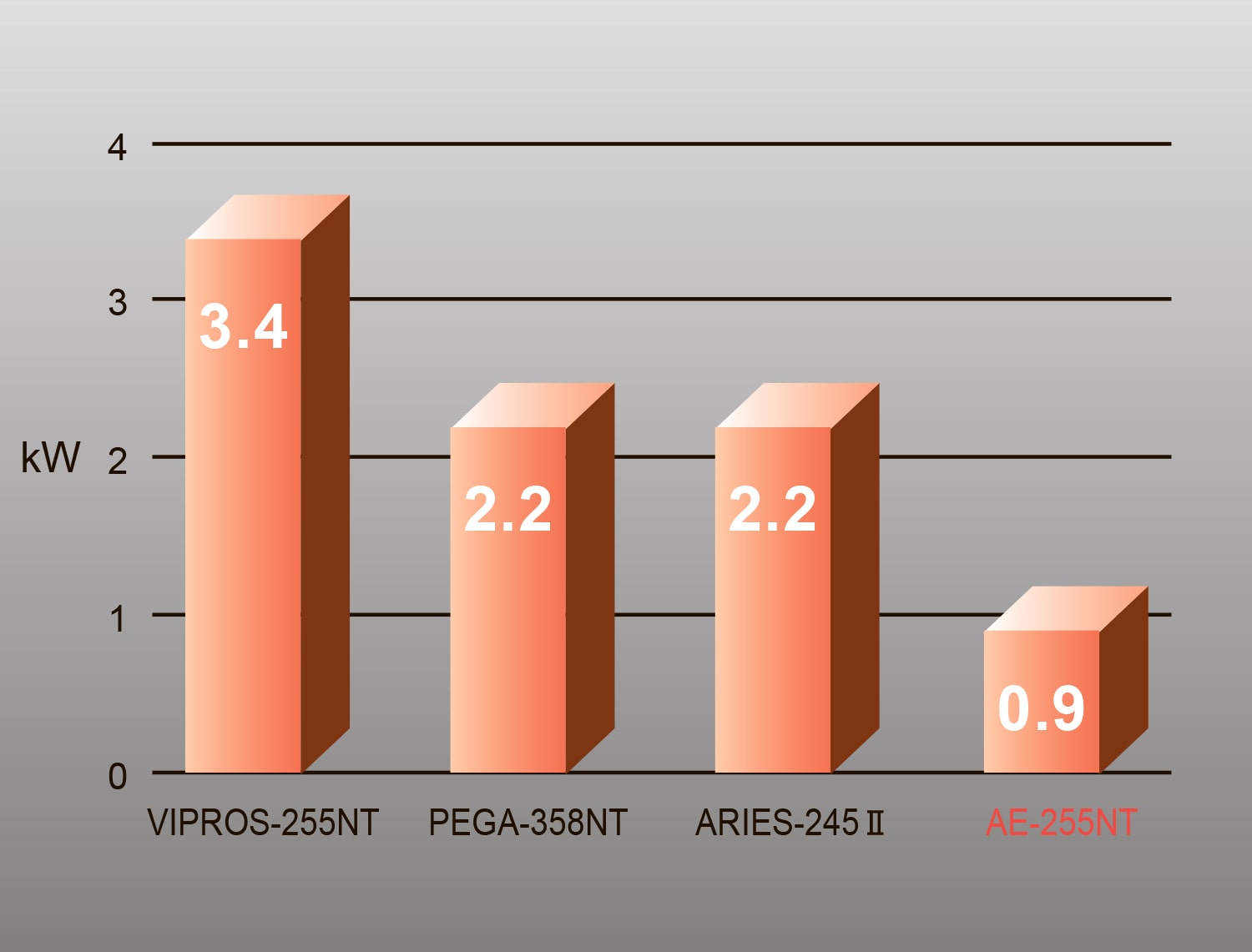
省エネ構造でエコロジー
高ヒットレートを実現しながら受電容量は19kVAと省エネ構造。
待機時の消費電力はアマダ歴代のどのパンチングマシンより最小で、加工時、ヒットレートが上がっても低消費電力を達成しています。
また、作動油交換が不要など環境にも配慮しています。
待機時 消費電力グラフ
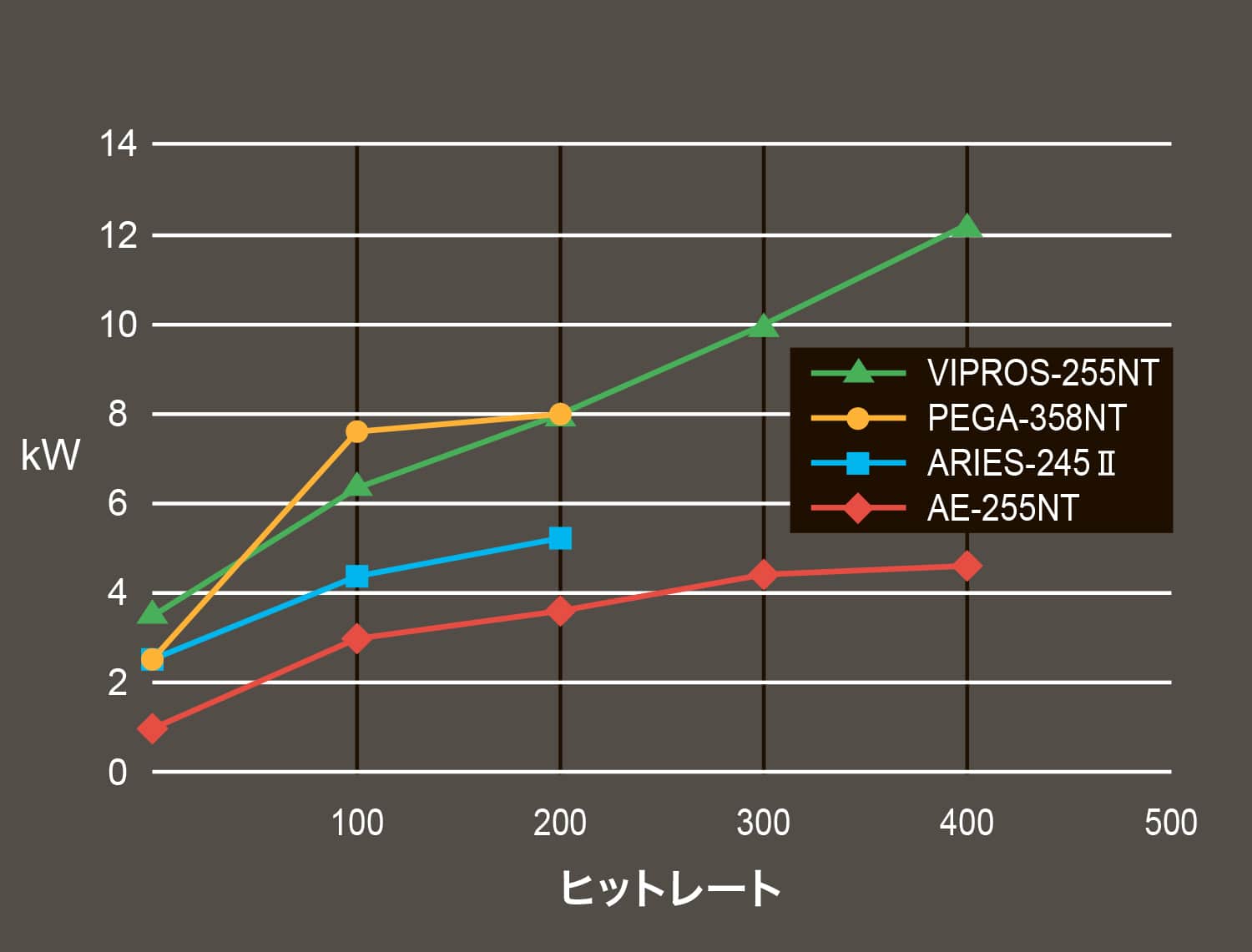
加工時 平均消費電力グラフ
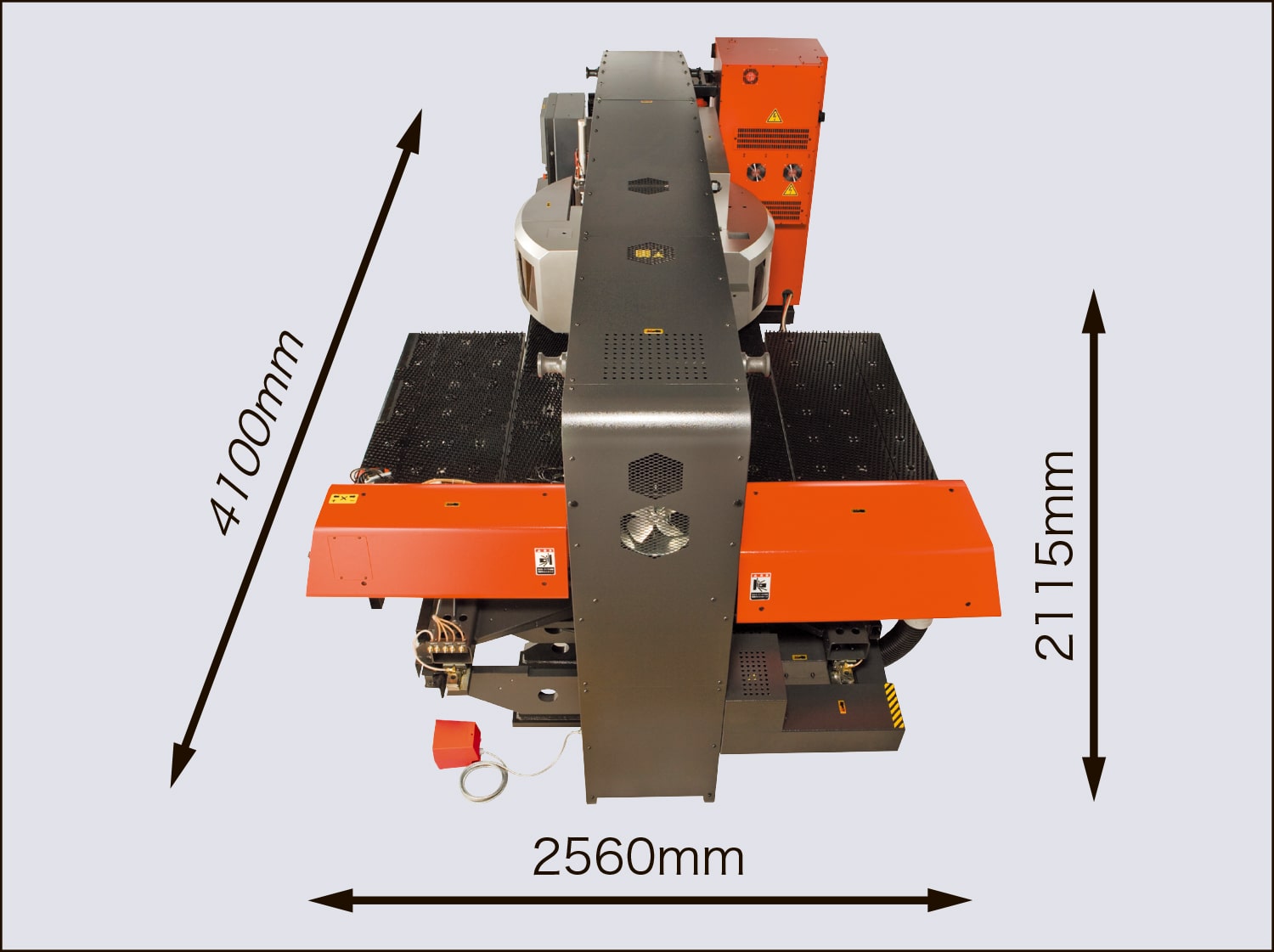
コンパクトかつ大容量タレット搭載
Y方向1270mmのストロークの実現。
ARIES‐245Ⅱ並みのコンパクトボディです。(AE255NT)
コンパクトながら最大58本の金型搭載が可能な大容量タレットを搭載。金型の段取り時間が減ることで生産性が向上します。
タレットの厚さは120㎜。高速加工中でも金型をしっかり保持し、高精度加工を支えます。

工程統合の実現
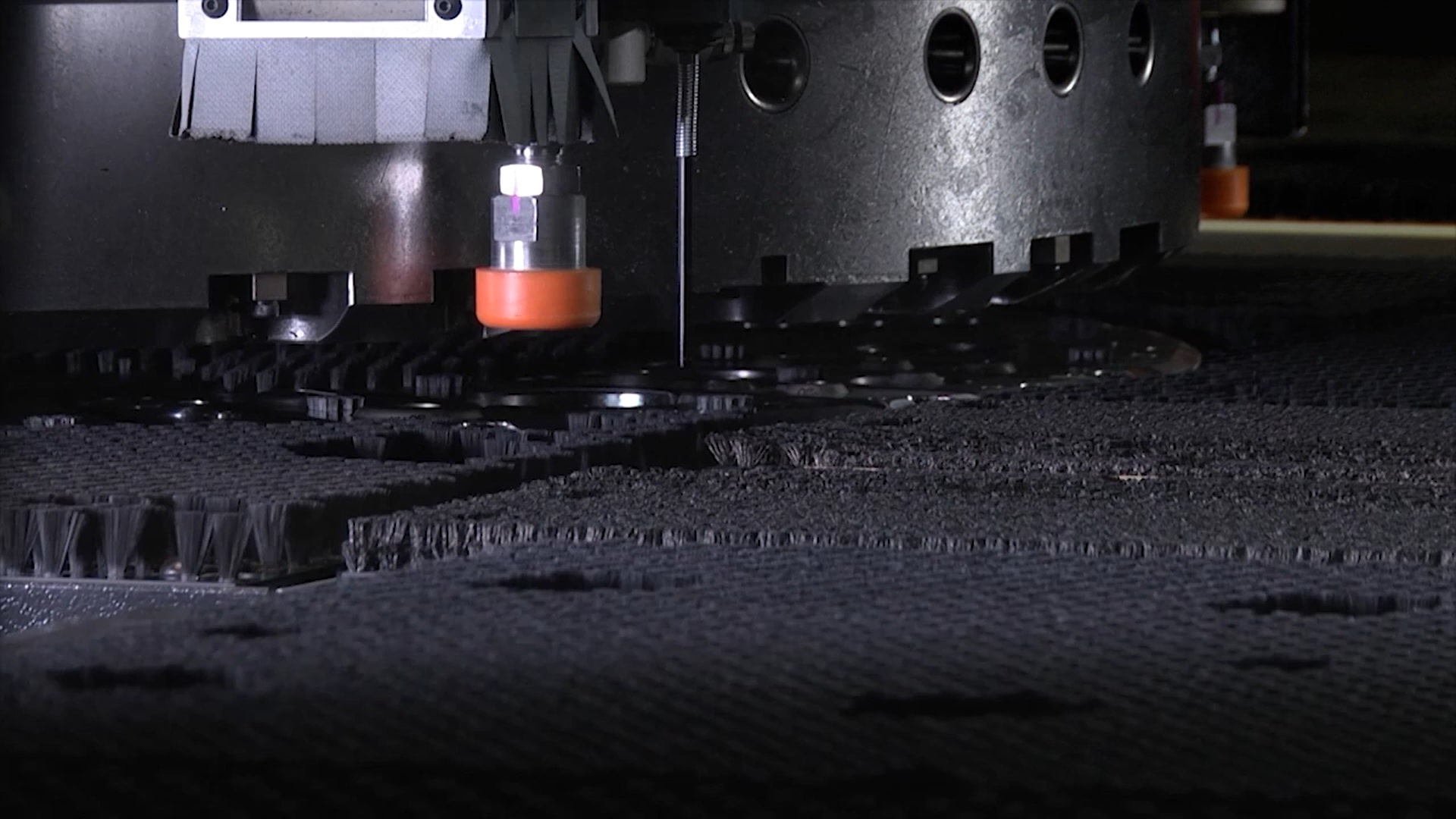
成形部をつぶすことなく、キズなしで高速に加工
下向き成形加工後の材料移動時に、タレット周辺のブラシテーブルが5mm浮上し、材料との干渉を防止します。
下向きバーリングやタップ加工を傷なしで高速加工を行うことで工程統合を実現します。
高速タップ加工の取り込み
タッピング金型を使用したタップ加工の工程統合が可能。
※転造タップM2.5~M6まで対応

タッピング金型
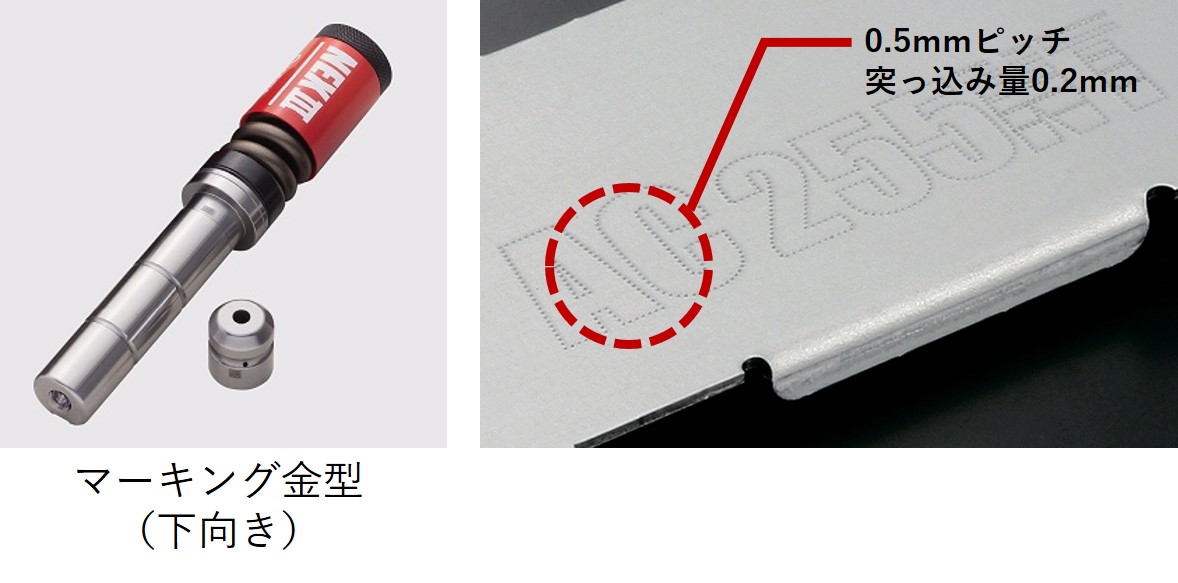
高速マーキング加工
後工程の作業を飛躍的に効率化
ヒットレート900min-1を実現。
品名やロット番号、曲げ線指示、溶接位置の指示などを刻印することで、後工程作業を飛躍的に効率化します。
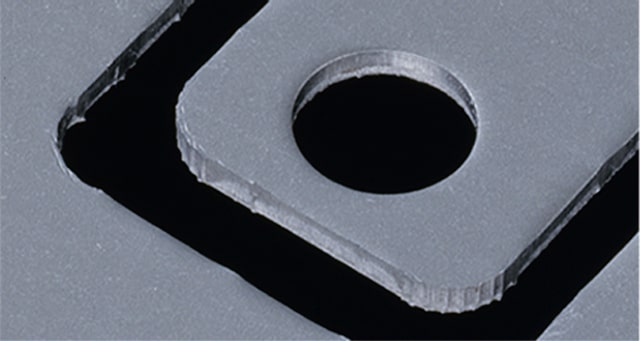
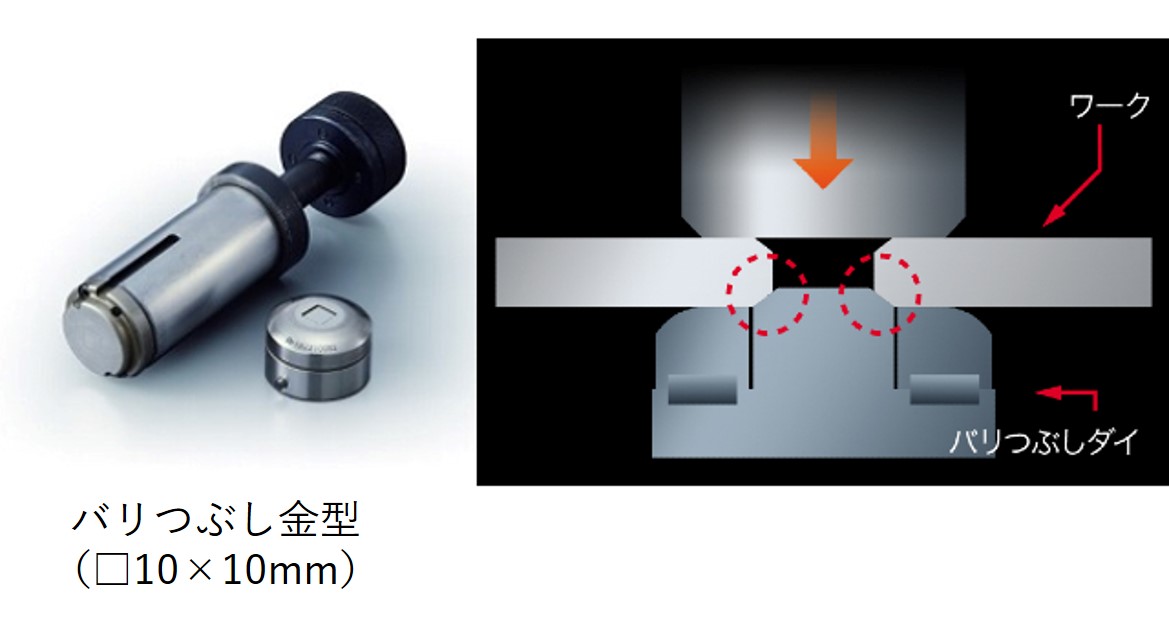
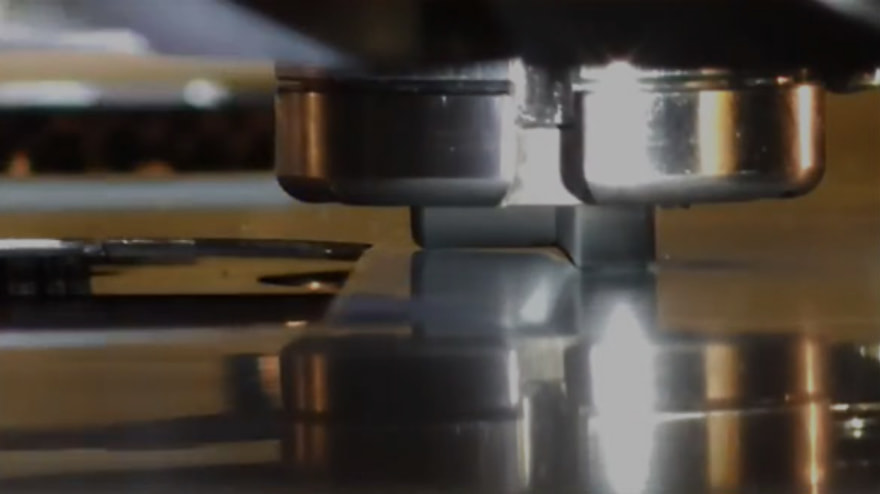
高速バリつぶし加工
人手と時間のかかるバリつぶしを自動かつ高速で加工
C面に加工されたダイチップにワーク裏面が均等に押し付けられ、バリがつぶされます。
このバリつぶし金型は、追い抜き加工後に使用します。
《参考》バリつぶし金型サイズ:□6×6mm・□6×20mm・Φ2
機能
ドライブ機構
ACサーボ・シングルドライブを採用。マーキングによるヒットレート900min-1を実現しました。
ドライブ機構はブリッジフレームに内蔵され、耐久性の高いボールネジ+リンクを採用したプレス駆動部は高速安定加工とともに高生産性を実現します。
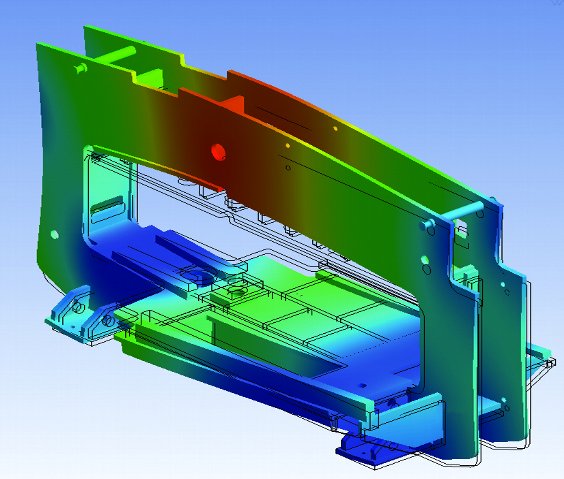
高剛性
AE-NTシリーズのブリッジフレームは、PEGA-357やVIPROS-2510NTより厚い40㎜の厚さを持つ高剛性設計。
長時間にわたる高速安定・高精度加工を支えます。
金型バランサー
大口径の金型をタレット内に収納したり、出す時に使用します。
金型段取りが楽に速くでき、作業者の負担軽減と稼働率の向上を実現します。

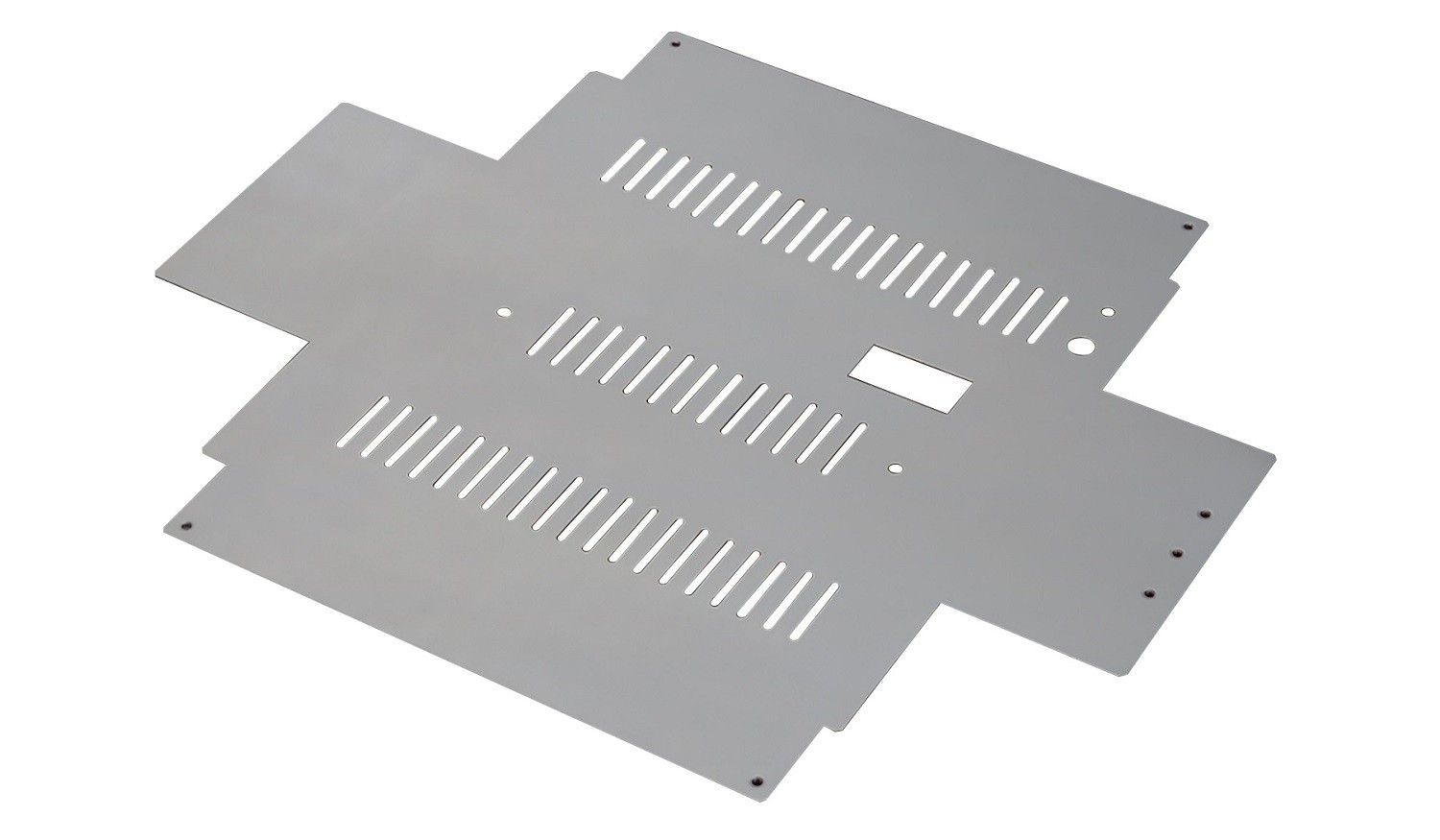
加工サンプル
SECC 1.2mm
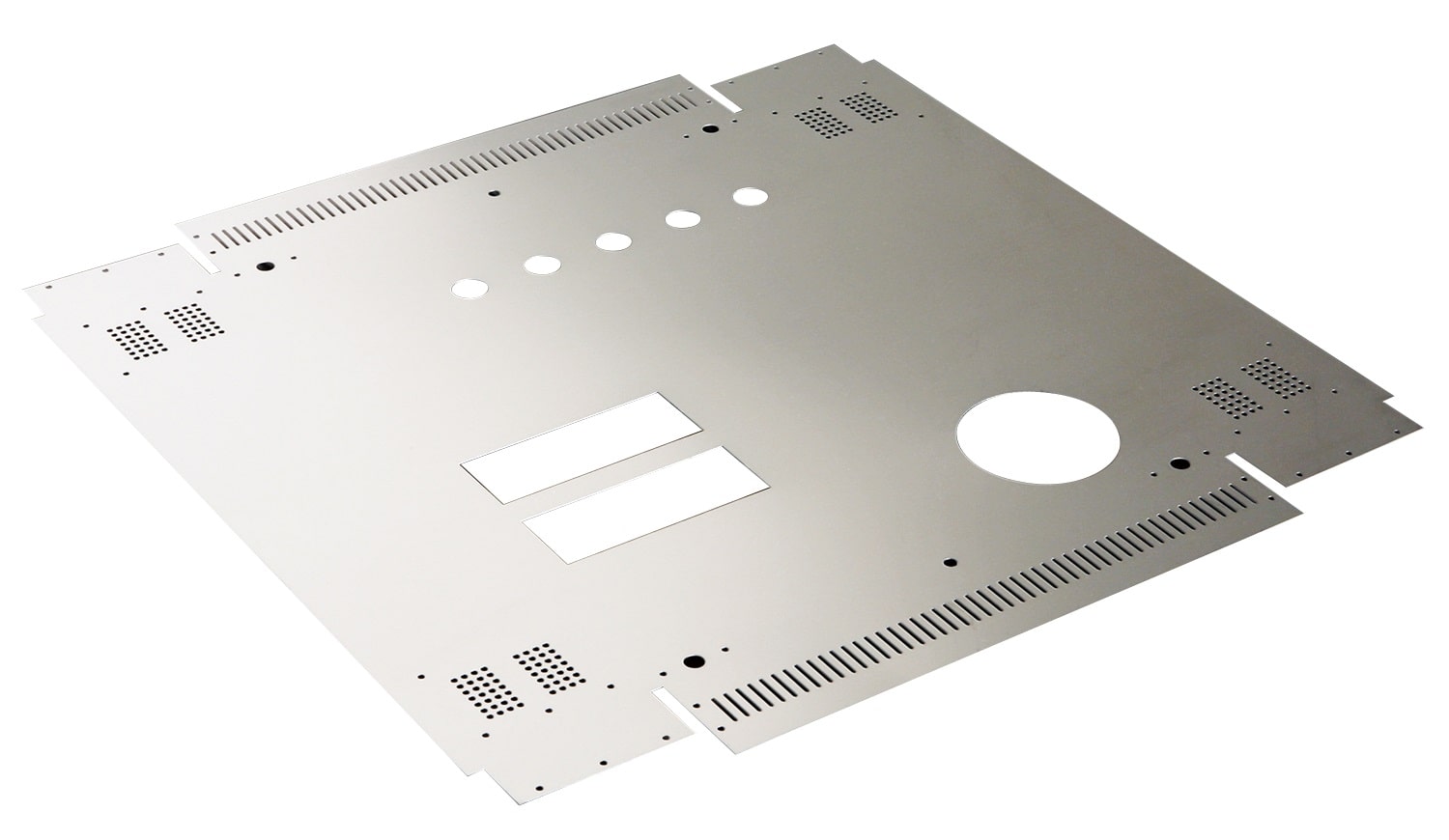
| 材質 | SECC 1.2mm |
|---|---|
| サイズ | 839 x 835mm |
SECC 1.0mm
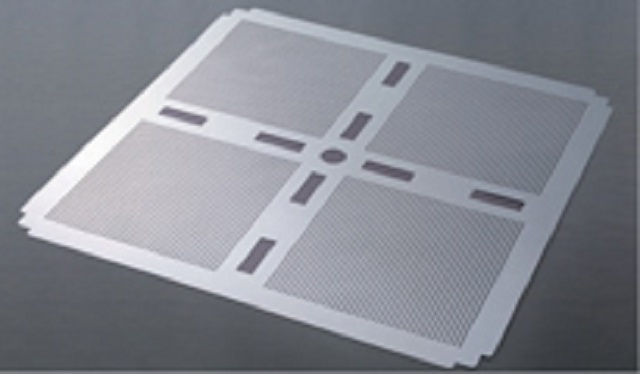
| 材質 | SECC 1.0mm |
|---|---|
| サイズ | 905 x 905mm |
SECC 1.6mm
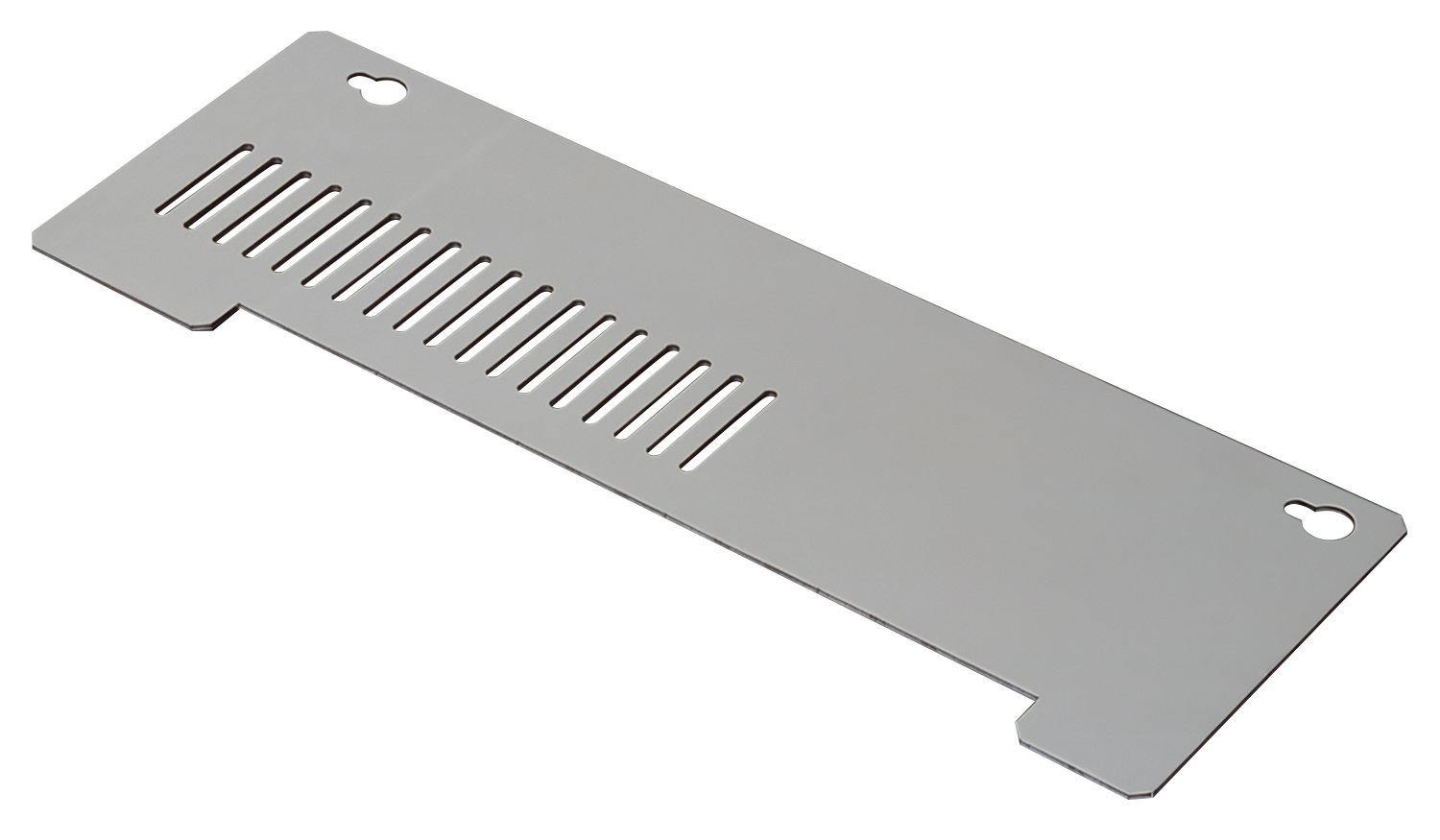
| 材質 | SECC 1.6mm |
|---|---|
| サイズ | 274 x 94.6mm |
SECC 1.0mm
| 材質 | SECC 1.0mm |
|---|---|
| サイズ | 333.4 x 392.3mm |
自動化ソリューション
素材供給から製品集積までを自動化
AS-C1
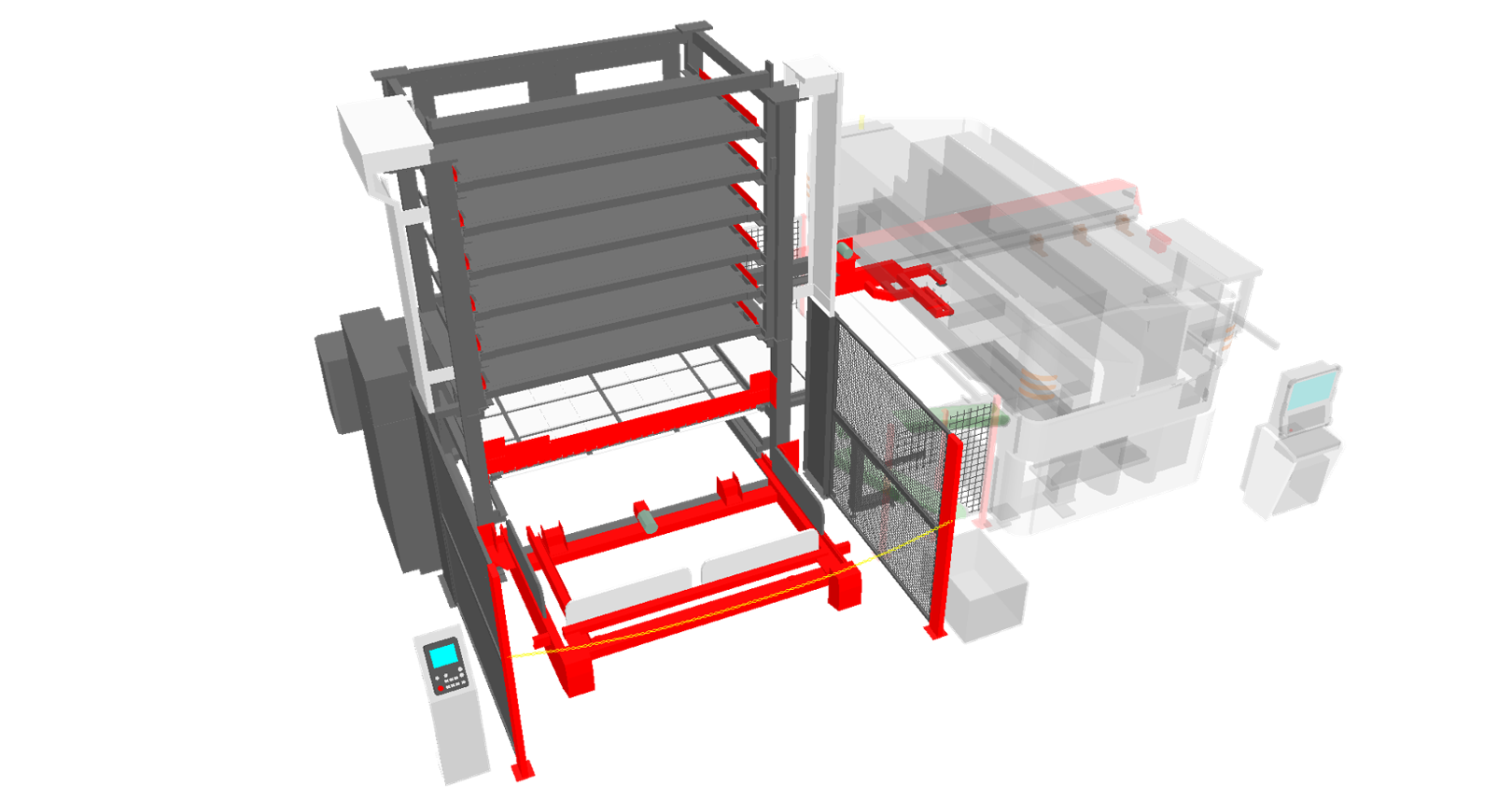
サイクルローダー
サイクルローダーは、1棚内に素材と製品用のパレットを格納するモデルです。
素材の搬送と加工後の製品を自動で集積するため、連続運転が行えます。
素材供給から製品集積までを自動化
MP-N
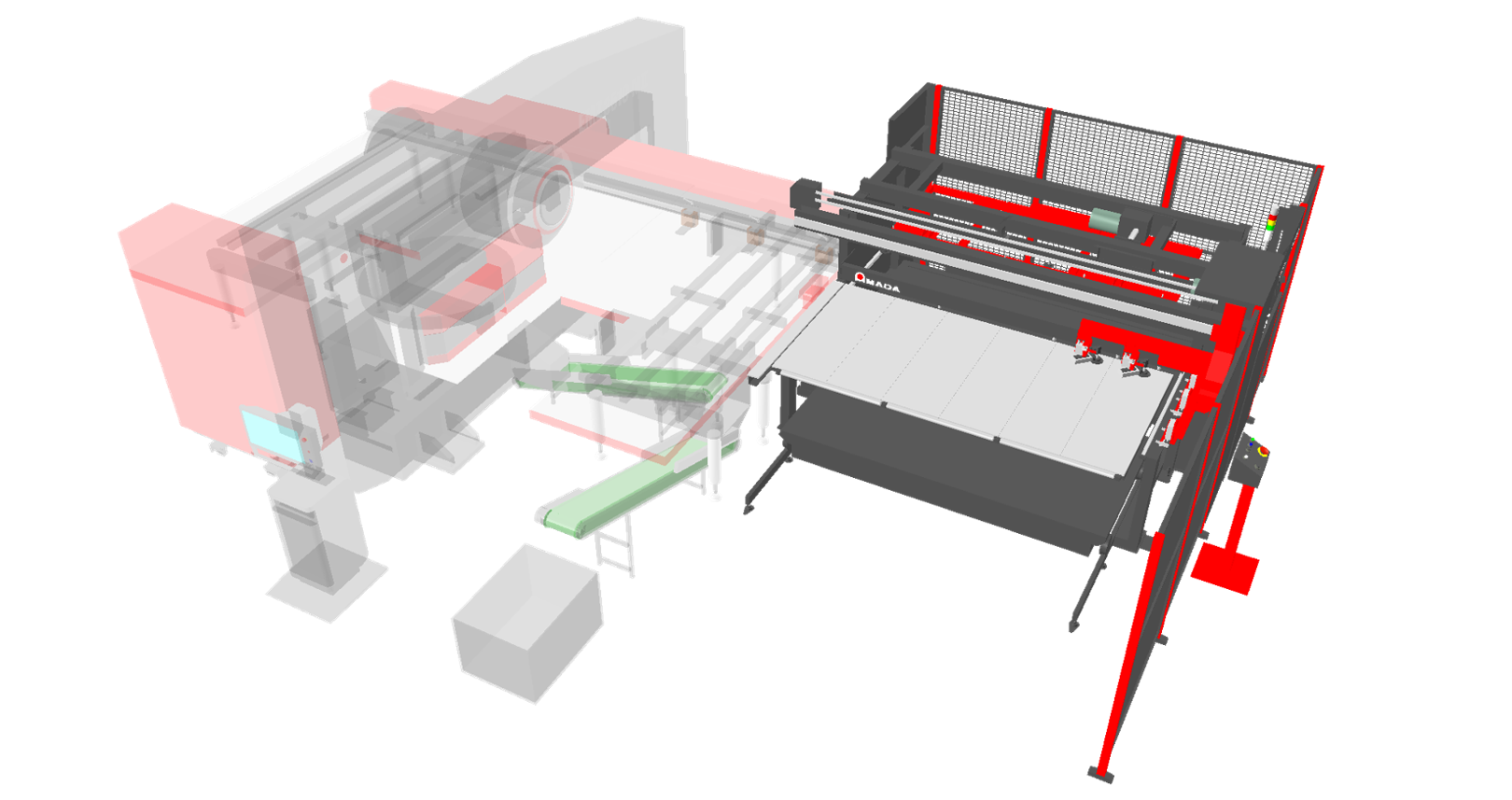
マニプレーター
マニプレーターは、素材と製品パレットを並列に配置するモデルです。
素材の搬送と加工後の製品を自動で集積するため、連続運転が行えます。
仕様
マシン仕様
| 機種名 | AE-255NT | AE-2510NT | AE-2610NT |
|---|---|---|---|
| 型式名 | AE255NT | AE2510NT | AE2610NT |
|
プレス能力 (kN)
|
200 | ||
| 駆動方式 | ACサーボ・シングルドライブ | ||
| ストローク長さ (mm) | 42 | ||
| 最大加工板厚 (mm) | 3.2(標準ブラシテーブル) | ||
|
軸移動量・1クランプ (mm)
|
1270×1270 | 1270×2500 | 1525×2500 |
|
最大軸送り速度(m/min)
|
X:80、Y:60 | ||
|
最大ワーク質量 (㎏)
|
50(F1)、150(F4) | ||
|
ヒットレート (min-1)
|
X:370、Y:270 (ストローク=5mm 送りピッチ=25.4mm) |
X:350、Y:280 (ストローク=5mm 送りピッチ=25.4mm) |
X:350、Y:260 (ストローク=5mm 送りピッチ=25.4mm) |
|
NC装置
|
AMNC 3i | ||
|
受容電量 (kVA)
|
19 | ||
|
加工精度 (mm)
|
±0.1※弊社打ち抜きパターン | ||
|
マシン質量 (kg)
| 12000 | 12500 | 14500 |
タレットレイアウト
| 金型サイズ | 58st-2AI | 51st-4AI | 45st-4AI | |
|---|---|---|---|---|
| A | ½” | 36 | 24 | 24 |
| B | 1¼” | 12 | 18 | 12 |
| C | 2” | 4 | 3 | 2 |
| D | 3½” | 2 | 2 | 1 |
| E | 4½” (AI) | 2 | - | 2 |
| G | 1¼”(AI) | 2 | 3 | 2 |
| H | 2”(AI) | - | 1 | 2 |
| 合計 | 58 | 51 | 45 | |
*本仕様ならびに寸法等は、改良等のため予告なく変更することがあります。
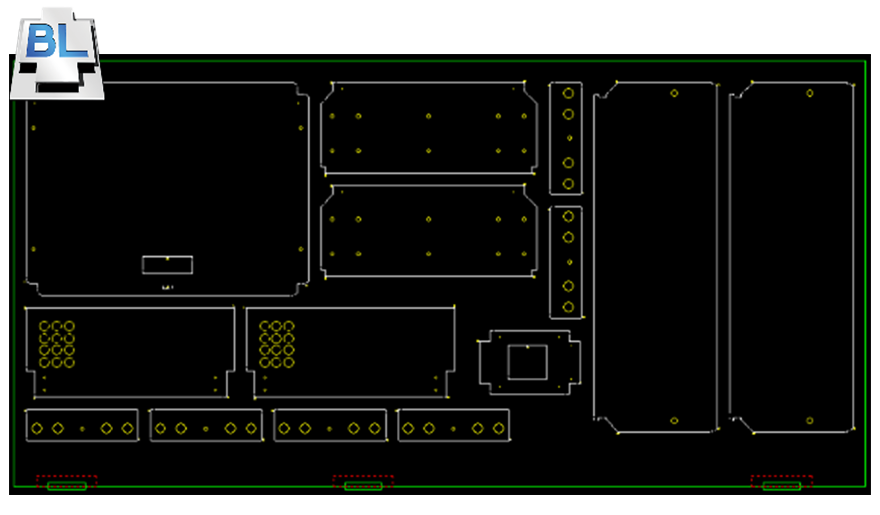
ソフトウエア
VPSS 4ie BLANK
金型

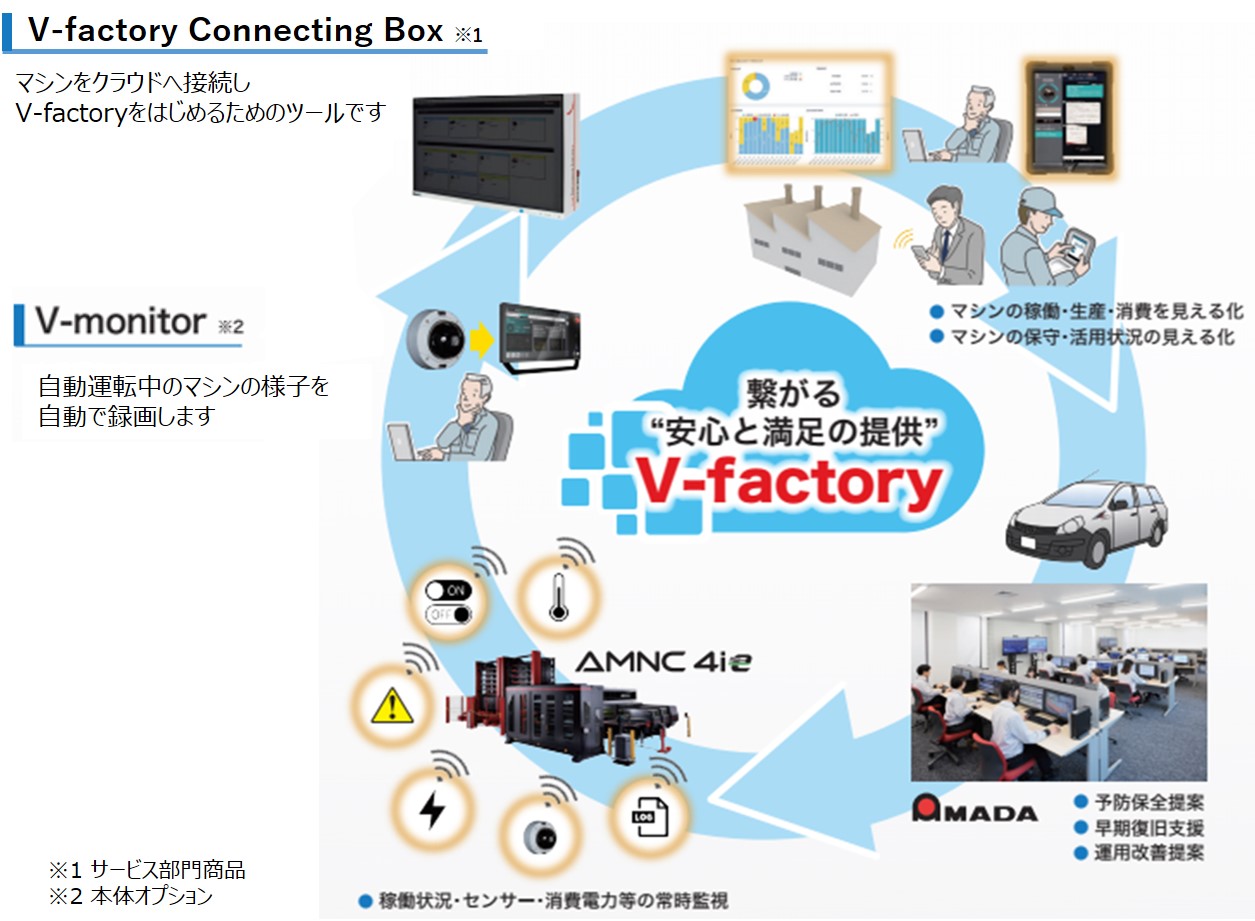
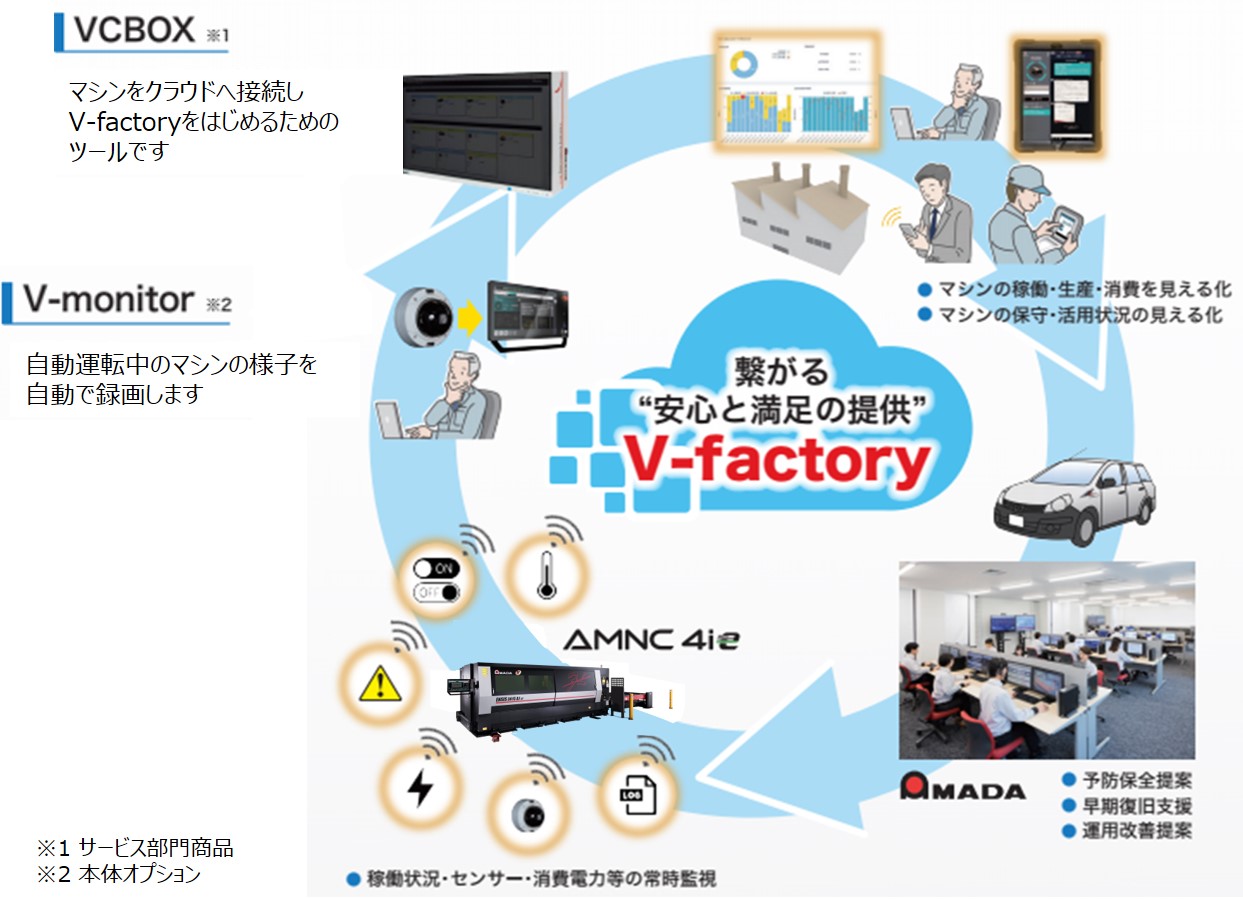
安心と満足の提供
アマダのIoT V-factory

アマダの推奨するV-factoryは、お客さまとアマダがつながることで実現する
「お客さまの利益を創造する」をコンセプトにしています。
V-factroyでは、IoT技術を活かした見える化と各種サポートをご提供し、マシンを最大限に活用していただくことで、
お客さまと工場改革を共創してまいります。